Читайте также:
|
В Приложении 3 перечислены изделия, которые будут собираться на разрабатываемом участке.
Согласно методике выбора изделия-типопредставителя, описанной в пункте 1.2.4, существуют два критерия определения изделия к группе и один критерий выбора изделия-типопредставителя группы. Ниже перечислены признаки, которые позволяют выделить группу изделий 1 – 9 и типопредставителя «СМП – 3.1».
Изделия 1 – 9 по международной классификации IPC относятся к типу сборки 1A, что означает: монтируемые компоненты установлены только на верхнюю сторону; в сборке присутствуют только throw-hole (монтируемые в отверстия) компоненты.
Одинаковый тип сборки изделий 1 – 9 предполагает их одинаковую технологию производства.
В соответствии с исходными данными пооперационный процент выхода годных изделий 100%.
Изделие «СМП – 3.1» имеет наибольший вес в группе, так как его объем выпуска превышает запланированные объемы выпуска других изделий.
Таким образом, ячейка «СМП – 3.1» может считаться изделием-типопредставителем группы изделий 1 – 9.
Для оставшихся ячеек 10 – 11 верны утверждения, приведенные ниже.
Изделия 10 – 11 по международной классификации IPC относятся к типу сборки 1С, что означает: монтируемые компоненты устанавливаются только на верхнюю сторону; сборка смешанная - монтируются в отверстия и поверхностно монтируемы компоненты.
Одинаковый тип сборки изделий 10 – 11 предполагает их одинаковую технологию производства.
В соответствии с исходными данными пооперационный процент выхода годных изделий 100%.
Изделие «ИМ - 5» имеет наибольший вес в группе, так как его объем выпуска превышает запланированные объемы выпуска других изделий.
Таким образом, ячейка «ИМ - 5» может считаться изделием-типопредставителем группы изделий 10 – 11.
Следовательно, разработку адаптированного технологического процесса, расчет оборудования и производственных мощностей следует проводить на два изделия-типопредставителя (табл. 2.1.): «СМП – 3.1»; «ИМ - 5».
Таблица 2.1 - Изделия - типопредставители
| № | Название ячейки | Общий вид ячейки | N |
| СМП – 3.1 | 
| ||
| ИМ - 5 | 
|
Расчет всех параметров технологического процесса на изделие-типопредставитель позволяет уменьшить затраты на технологическую подготовку многономенклатурного производства, так как объем выпуска всех изделий группы «накладывается» на типопредставитель. Иными словами, все расчеты будут проводиться для «ЦМП – 3.1» с объемом выпуска 150000 штук в год и «ИМ - 5» с объемом выпуска 15000 штук в год.
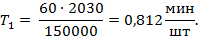
Расчет такта выпуска на изделия первой и второй групп (по пункту 1.1.2).
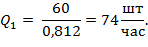
Ячейка «СМП – 3.1»

Тогда производительность Q:

Ячейка «ИМ - 5»
Дата добавления: 2015-09-06; просмотров: 629 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Анализ существующих условий производства | | | Выбор типа производства |