Читайте также:
|
Наша деталь имеет 5 класс точности и имеет следующие данные шероховатости:
Резьбовые соединения – Rа= 2,5
Свободное соединение – Rz=40
Посадочное место под подшипники – Rа= 1,25
Посадочное место (двигатель) – Rа= 2,5
Шпоночное соединение – Rа= 1,6
Назначаем посадки элементов детали:
Под резьбу мы назначаем посадку 6j
Под подшипниковое соединение Н7/k6
Посадочное места шкива имеет посадку Н7/k6
Расчет одной из назначенных посадок (зазор-натяг):
Условимся обозначать зазоры буквой Z, а натяги буквой N.
При расчете на max – min получим значение зазоров и натягов для посадок с зазором, наибольшим и наименьшим зазором:
Es =30; Ei = 0; Em =15; t1 = 30;
es =21; ei = 2; em =11,5; t2 = 19.
Определим наибольшее предельные зазоры:
Zmax =ES – ei; (7.4)
гдеES – верхнее отклонение отверстия;
ei – нижнее отклонение вала;
Zmax= 30 – 2 = 28 мкм;
Определим наибольший натяг:
Nmax =EI –es; (7.5)
гдеEI –нижнее отклонение отверстия;
es – верхнее отклонение вала;
Nmax = 0 – 21 = -21 мкм;
Предельное рассеивание зазора-натяга:
t∑ = Zmax - Nmax; (7.6)
где Zmax- наибольшее предельные зазоры
Nmax - наибольший натяг
t∑ = 28 – (-21) = 49 мкм;
Среднее значение зазора-натяга:
Zm(Nm) = Em – em - 0,1 · (t1 + t2); (7.7)
где Em – среднее отклонения отверстия;
em – среднее отклонение вала;
t1 – поле допуска отверстия;
t2 – роле допуска вала;
Zm(Nm) = 15 – 11,5 - 0,1 · (30 + 19) = -1,4 мкм;
Вероятностное распределение зазора-натяга:
t∑р =  ; (7.8)
; (7.8)
t∑р =  = 35,5 мкм;
= 35,5 мкм;
Наибольшие и наименьшие вероятностные зазоры и натяги:
Zр max = Zm + 0,5 · t∑р; (7.9)
Zрmax = -1,4 + 0,5 · 35,5 = 16,35 мкм;
Nрmax = Zm- 0,5 · t∑р; (7.10)
Nрmax = -1,4 - 0,5 · 35,5 = - 19,15 мкм;
Обозначение баз и способа базирования при механической обработке:
База – это поверхность заготовки или сборочной единицы, с помощью которой ее ориентируют при установке для обработки на станке.
Требование: точность базирования заготовки зависит от выбранной схемы базирования, т.е. схемы расположения опорных точек на базах заготовки. Опорные точки на схеме базирования изображают условными знаками и нумеруют порядковыми номерами, начиная с базы, на которой располагается наибольшее количество опорных точек, как показано для призматической заготовки.
На схемах установов, обрабатываемых заготовок, применяемых на операционных эскизах, в отличие от теоретических схем базирования для упрощения используют обозначения опор и зажимов, сокращая до минимума изображения опорных точек. Например, при базировании заготовки по плоской поверхности в качестве установочной базы достаточно указать один символ (проекцию) для опорных точек (рис.7.2).
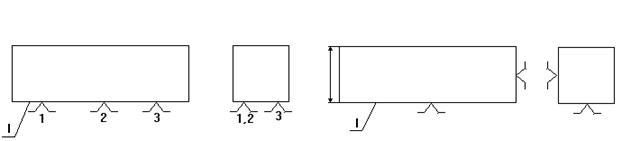
Рисунок 7.2 – Схемы базирования заготовки по установочной базе – поверхность I: а) теоретическая схема базирования по поверхности I с опорными точками 1, 2, 3; б) схема базирования по поверхности I на операционном эскизе
Составление маршрута механической обработки:
Для начала мы отрезаем заготовку на механической ножовке.
Затем устанавливаем в трех кулачковый патрон токарного станка 1К62 заготовку, точим на черно в размер Ø41 и длиной 282, а затем на чистовой проточке в размер Ø40 и длина 280 с шероховатостью Rz = 40.
Затем мы точим участок под подшипники, сначала на черно Ø 34 с припуском 0,5 мм, а затем чистовая обработка с шероховатостью Rа = 1,25; далее точим в черновом под двигатель и уплотнения под крышку подшипника Ø34 с припуском в 1 мм, а потом чистовая с шероховатостью Rz = 40.
Далее мы обрабатываем черновым точением посадочное место абразивного круга Ø30 и чистовая обработка с шероховатостью Rа = 2,5.
Следующее мы обрабатываем участок который у нас предназначен под резьбу Ø30 и обрабатываем чистовым точение до шероховатости Rа = 2,5, а затем формируем фаску и устанавливаем лерку для нарезания метрической резьбы М30 и нарезаем резьбу. Далее мы снимаем деталь с токарного станка и устанавливаем его на стол фрезерного станка, фиксируем призмой и протачиваем за один проход шпоночный паз.
Дата добавления: 2015-10-13; просмотров: 96 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Расчет объема, массы заготовки и детали | | | Расчет припусков на механическую обработку |