Читайте также:
|
Технологія Computer-to-Plate
Що таке CtP
Технологія Computer-to-Plate (комп'ютер - друкарська форма, скорочено CtP) - процес виготовлення друкованих форм шляхом експонування, лазерного гравіювання або електроеррозіі зображень безпосередньо на формний матеріал з управлінням від комп'ютера видавничої системи. Виготовлення друкарських форм проводять на формному матеріалі на металевій, поліефірної основи і на Фотополімери для флексографічного друку. При цьому повністю відсутні будь проміжні речові напівфабрикати: фотоформи, репродуціруемие оригінал-макети, монтажі і т.д.
За своєю суттю CtP являє собою керований комп'ютером процес виготовлення друкованої форми методом прямого запису зображення на формний матеріал. Цей процес, який реалізується за допомогою одного або кількох лазерів, більш точний, так як кожна пластина є першою оригінальною копією, виготовленої з одних і тих же цифрових даних. В результаті забезпечуються велика різкість точок, більш точна приводка, більш точне відтворення всього діапазону тональності вихідного зображення, менший розтискування растрової крапки одночасно зі значним прискоренням підготовчих та пріладочних робіт на друкованій машині.
Технологія Computer-to-Plate відома поліграфістам більше 30 років, але тільки в останні 5 років вона стала широко впроваджуватися. Це обумовлено тим, що створені реальні умови для її впровадження. З'явилися необхідні для прямої лазерного запису формні матеріали, високоефективне обладнання, надійні програмні засоби для оперативної додрукарської підготовки видань.
Переваги та недоліки.
Впровадження CtP-технології забезпечує очевидні переваги в порівнянні з традиційною технологією фотонабору і формного процесу, які можна сформулювати наступним чином:
1.Пластини на CtP зробити швидше, ніж за традиційною технологією. Виключаються операції обробки фотоматеріалу, копіювання фотоформ на формні пластини і в ряді випадків обробки експонованих формних пластин. Скорочення технологічного циклу з часу забезпечує видавцеві якнайшвидший оборот інвестицій, вкладених у видання, дозволяє до останнього моменту залишати публікацію відкритою для розміщення рекламних матеріалів, а також є ідеальним рішенням для виготовлення термінових замовлень.
Підвищення якості зображення на друкованих формах також є наслідком скорочення циклу. Знижується також рівень випадкових і систематичних перешкод, що виникають при експонуванні і обробці традиційних фотоматеріалів (вуаль, ореольность) і копіюванні монтажів на формні пластини. Багато системи CtP дозволяють проводити калібрування експонування.
Поліпшуються екологічні умови на поліграфічному підприємстві через відсутність хімічної обробки плівок; підвищується культура виробництва і вдосконалюється організація технологічного процесу.
Незважаючи на всі ці переваги перед технологією CtF (Computer-to-Film), технологія CtP має обмеження, які в ряді випадків можуть створювати певні труднощі, і швидке освоєння технології CtP в даний час для багатьох поліграфічних підприємств не представляється можливим.
Якщо пластини вже зроблені, то ніякі зміни вже неможливі. Виявлену помилку можна виправити, тільки переробивши пластину (або навіть весь комплект).
При використанні у виробництві машин великого формату виникають проблеми з початковими інвестиціями, тому що друкувати з складових друкованих форм неможливо, а придбання системи CtP такого формату вимагає значних витрат.
Оскільки немає ніяких плівок, то не з чого виготовити і аналогові проби. Проба в цьому випадку може бути тільки цифровий. Чи можна її використовувати для оцінки результату друку, питання непросте. Адже далеко не завжди цифрова проба відповідає друкованого процесу.
Отримання коректурного відбитка спуску смуг великого формату вкрай важко, так як немає принтерів, які можуть забезпечити виведення коректури навіть формату А2. Доводиться робити висновок на принтер формату A3 з великим зменшенням, що не завжди прийнятно, оскільки при зменшенні в 4-5 разів звичайний текст перестає читатися. Крім того, посторінкова роздруківка не дає можливості контролювати правильність виконання таких операцій, як установка спуску смуг, обрізних, фальцювальних, корінцевих та інших міток, шкал контролю друку і т.д. Проконтролювати отриманий результат можна або на пробопечатном верстаті, або вже по відбитку на самій друкарській машині, що економічно досить ризиковано. Будь-яка неточність, помічена вже на відбитку, призводить до повторення всіх технологічних операцій і, як наслідок, до підвищення собівартості додрукарської підготовки (повторне експонування фотоформ обходиться все-таки дешевше).
Друкована форма повинна містити в собі всі необхідні елементи зображення, і саме в тому порядку, в якому вони повинні бути на папері. І при роботі з файлами потрібен фахівець досить високого рівня. Необхідно виконати повний спуск смуг, встановити всі мітки обрізки і фальцювання, розмітити шкали контролю друкарського процесу і т.д. Таке завдання може уповільнити весь процес: це може займати істотно більше часу, ніж саме експонування пластин. Втім, якщо продукція типова, то монтаж треба зробити один раз, а потім тільки використовувати готовий шаблон.
Робити пластини «на винос» досить складно. Замовник навряд чи зможе грамотно пояснити компанії, яка такі послуги надає, як же правильно змонтувати смуги, щоб отримана пластина успішно «встала» на друкарську машину. Замовник, який хоче працювати на платину CtP, змушений користуватися тим пристроєм, який є в друкарні, або міняти друкарню. Але навіть якщо вийде зробити пластини на стороні, ще не факт, що якість друку від цього відразу покращиться. Адже на якість впливає безліч різних чинників: фарба, реактиви та добавки зволожуючого розчину, смивочного речовини, пасти і сикативи і т. д. В гарній друкарні все це погоджено між собою. Заміна пластин може привести до необхідності заміни інших матеріалів (зволожуючих, смивочного розчинів і т. д.) У результаті процес сильно ускладниться.
Дорожнеча технології. Для клієнта в даному випадку важливо не те, у скільки ця технологія обходиться друкарні, а яка кінцева ціна того чи іншого замовлення. А це, як правило, більше залежить від ринкової позиції друкарні і від ряду психологічних чинників. Часом наявність або відсутність CtP на це взагалі ніяк не впливає.
Пристрій
У більшості апаратів CtP пластини експонуються променем лазера, обробляються в процесорі, після чого готові до використання. Технологія схожа на традиційну, але має ряд особливостей, пов'язаних саме з пластинами. У системах CtP використовується три основних принципи конструкції апаратів:
Апарати з внутрішнім барабаном.

Завантажувана пластина розміщується по увігнутій поверхні, яка має форму незавершеного правильного циліндра. Промінь лазера передається на чутливу поверхню пластини за допомогою обертової призми по радіусу. Це дає адресацію однієї координати формату. Каретка з призмою рухається уздовж осі циліндра, забезпечуючи тим самим адресацію іншої координати. Технологія внутрішнього барабана дає найбільшу точність позиціонування, так як пластина нерухома, а точність переміщення каретки з призмою досягається легко. Однак за рахунок тривалості завантаження пластини в барабан процес виникає повільно.
Апарати із зовнішнім барабаном.

Конструкцією внешнебарабанних апаратів передбачено не круговий рух лазерної головки, а круговий рух самої форми. Це пов'язано з тим, що сам лазер досить громіздкий. При такій технології Пластина монтується на зовнішню поверхню циліндра, що обертається, і при експонуванні барабан обертається разом з формою, лазерна голівка при цьому переміщається уздовж осі барабана. Експонування виробляється лінійної матрицею лазерів, що переміщається уздовж поверхні циліндра. Така матриця складається з великої кількості лазерів (48-96 і більше). Так як за один оборот барабана експонується відразу декілька ліній, то продуктивність такого пристрою висока. Основними недоліками цього способу є час монтування пластини на барабан і обмеження по формату пластин, пов'язані з технологією закріплення. Крім того, якщо псується один з лазерів матриці, замінюють всю матрицю цілком, отже, великих витрат не уникнути.
Апарати планшетного типу.
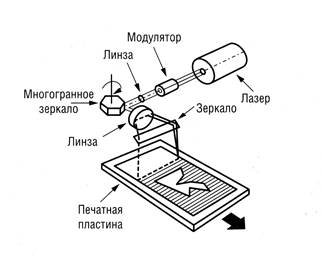
Принцип роботи цих пристроїв нагадує принцип роботи копіювального апарату. Стіл із закріпленою пластиною рухається в поздовжньому напрямку вздовж поперечно перемещающегося променя лазера. Промінь лазера відхиляється обертовою призмою, як в рольовому фотовивідному апарату. Такий спосіб забезпечує високу швидкість експонування, високу швидкість зміни пластин і непогані точнісні характеристики. Конструкція планарних CtP проста, що робить їх надійними, а також придатними для ремонту.
На практиці для експонування пластин застосовуються зазвичай рекордери з внутрішнім барабаном. Обертання безпосередньо лазера в їх апаратах вирішує питання його охолодження, а нерухомість форми дозволяє тримати її тільки вакуумом, уникаючи затискачів, і як наслідок зон незасветкі.
І внутрібарабанний, і внешнебарабанний принципи побудови пристроїв мають свої переваги і недоліки. Основною перевагою внутрібарабанного принципу побудови пристрою є достатність лише одного джерела випромінювання, завдяки чому досягається висока точність запису; простота фокусування і відсутність необхідності юстировки лазерних променів, простота заміни джерел випромінювання; велика оптична глибина різкості, простота установки перфорують пристрої для штифтової приводки форм. У той же час при використанні твердотільних лазерів виникають складнощі при заміні джерел випромінювання.
Внешнебарабанние пристрої мають такі достоїнства, як невисока частота обертання барабана завдяки наявності численних лазерних діодів; довговічність лазерних діодів; невисока вартість запасних джерел випромінювання; можливість експонування великих форматів. До їх недоліків відносять використання значного числа лазерних діодів і, як наслідок, такого ж числа інформаційних каналів; невисоку глибину різкості; складність установки пристроїв для перфорування форм.
В обох випадках експонування термочутливих формних пластин виконується в інфрачервоній області спектра. При цьому помітні переваги внешнебарабанного принципу, тому що в цьому випадку джерело енергії знаходиться на дуже невеликій відстані від поверхні друкарської форми, що сприяє економії енергії. У пристроїв із записом на внутрішню поверхню барабана відстань від пластини до розгортаючого елементу відповідає радіусу барабана і тим більше, чим більше формат пластини.
У відношенні швидкостей запису обидві технології мають теоретично забезпечувати однакові результати. Але можна помітити, що для форматів друкарських форм до 70x100 см існують однакові умови для обох принципів запису зображень. А для великих форматів друкарських форм певні переваги має техніка з зовнішнім барабаном. Планшетний спосіб запису переважає в області форматів до 50x70 см для газетного виробництва. Його переваги пояснюються невеликими форматами і достатністю відносно низьких дозволів.
Для експонування друкарських форм у рекордерах використовувалися різні типи лазерних джерел світла:
· аргон-іонний блакитний лазер з довжиною хвилі 488 нм;
· гелій-неоновий червоний лазер з довжиною хвилі 633 нм;
· малопотужний червоний лазерний діод з довжиною хвилі 670 нм;
· інфрачервоний потужний лазерний діод з довжиною хвилі 830 нм;
· інфрачервоний потужний лазер ND YAG на ітрій-алюмінієвому гранаті з неодимом з довжиною хвилі 1064 нм;
· зелений лазер на ітрій-алюмінієвому гранаті з подвійною частотою ND YAG з довжиною хвилі 532 нм.
В даний час всі вироблені в світі системи Computer-to-Plate оснащуються двома типами лазерів - фіолетовим (з довжиною хвилі 405-410 нм) і інфрачервоним (з довжиною хвилі 830 нм).
У цьому укладено головна відмінність між апаратами CtP, оскільки використовувані в устаткуванні лазери принципово відрізняються один від одного по конструкції і потужності.
Фіолетовий лазер менш потужний, тому в пристроях на основі фіолетового випромінювання, встановлений, як правило, один лазер, і найчастіше діодний. Лазерна головка компактна і не вимагає системи охолодження.
Інфрачервоний лазер значно потужніше фіолетового, через що в лазерної голівці багато лазерних променів (іноді більше 200), оскільки один лазер не може видати такої великої кількості енергії.
Ці два типи лазера підтримують три основні технології пластин. Фіолетовий лазер може експонувати пластини фотополімерні і серебросодержащие, а інфрачервоний лазер - термальні.
Пластини і технології
Тиражестійкість пластин і максимальну якість одержуваного зображення залежать від їх типу. Без додаткової обробки всі типи пластин витримують до декількох сотень тисяч відбитків (150-300 тис.) На цю цифру, безумовно, впливає і стан друкарської машини.
Пластини на основі срібла обпалювати можна, зате саме цей тип пластин забезпечує найкращу якість відбитків і тримає більш високі лініатури. Офсетні друкарські форми на паперовій основі витримують тиражі до 5000 екземплярів, однак через пластичної деформації зволоженою паперової основи в зоні контакту формового і офсетного циліндрів штрихові елементи і растрові точки сюжету спотворюються, тому паперові форми можуть бути використані тільки для однокрасочной друку. До достоїнств срібловмісних технології можна також віднести: високий дозвіл (якість, близьке до якості термальних пластин); лінійність виведення форм; відсутність жорстких кліматичних вимог до зберігання та експлуатації; низька собівартість виробництва. Але є у цієї технології і недоліки:
- Неможливість збільшення тиражестійкість форм;
- Сильне падіння тиражестойкости в агресивних середовищах (УФ-лак, УФ-фарби і т.п.);
- Форми позитивні (засвічуються пробільні елементи);
-Щодо більш «брудна» хімія;
- Більш ретельний догляд за проявленням (1 раз в 2 тижні - 4 години).
Супротивники фотополімерної технології нагадують, що перші фотополімерні пластини і CtP призначалися для газетного друку. Однак ці пластини постійно удосконалюються. Різниці в тиражі при друку комерційної продукції з термальних і полімерних пластин немає. Точнісні характеристики не поступаються термальним, а часто і перевершують. Процеси прояви фотополімерних пластин більш стабільні. А нестабільність якості друкованих форм внаслідок попереднього нагрівання для завершення процесу полімеризації можливо тільки в разі недотримання обумовлених технічних умов.
Гідності фотополімерної технології:
- Невисока ціна, багато виробників;
- Якість пластин (їх дозвіл) поступово зростає;
- Можливість підвищення тиражестійкість випаленням;
- Пластини негативні;
- Більш м'яка хімія, при сильному розбавленні можна зливати в каналізацію;
- Проявка вимагає більш м'якого догляду (повна промивка при зміні хімії - 1 раз в 2-4 тижні (залежить від об'єму виведення), яка займає 4-5 годин, щоденний сервіс близько 40 хвилин в день - в залежності від моделі процесора).
Недоліки фотополімеру:
- Нелінійність виведення форм;
- Тиражестійкість і якість сильно залежать від умов експонування і прояви;
- Чим вище линиатура, тим нижче тиражестійкість;
- Вимагається дотримання жорсткого кліматичного режиму: температура 21 ° С і вологість 40-60%, тому при конденсування вологи або в разі різкої зміни кліматичних умов захисна водорозчинна плівка руйнується, утворюються тріщини;
- Акліматизація пластин не менше 12 годин;
- Для настройки (і контролю) параметрів обладнання необхідно використовувати аналогову шкалу.
Термопластіни нечутливі до денного світла, і після експонування не потрібно їх «мокра» обробка. При цьому друкують і пробільні елементи друкарської форми можуть формуватися за принципом безпосереднього теплового впливу на термослой, в якому експоновані ділянки переходять з гідрофільного в гідрофобна стан, або за принципом дифузійного переносу зображення в багатошарових структурах, або за принципом подвійного шару, при якому після впливу ІК -випромінювання друкують і пробільні елементи формуються в різних шарах, утворюючи мікрорельєф зображення. Але при зберіганні не слід допускати перегріву: при тривалому впливі високої температури (вище вище 50 °) вони починають експонуватися прямо в пачці за рахунок енергії, проникаючої крізь упаковку.
Гідності термальної технології:
- Висока якість;
- Лінійність виведення форм;
- Висока тиражестійкість (бл. 100-150 тис. відбитків), яка може бути підвищена шляхом випалення (до 500 тис. і більше відбитків).
Недоліки термальної технології:
- При експонуванні використовується високомогутній і дорогий лазер, час напрацювання на відмову якого істотно менше в порівнянні з фіолетовим;
- Апарати коштують істотно дорожче, їх конструкція складніша, досить серйозні вимоги до застосування стисненого повітря;
- Форми більше схильні до зовнішніх впливів;
- Термальні пластини вкрай чутливі до високої температури (більше 30 градусів), потім починають втрачати чутливість, аж до повної її втрати.
Існують також гібридні формові пластини, які являють собою багатошарові структури, що складаються з шару галогеносеребряной емульсії, копіювального шару і металевої підкладки. Тіражеустоічівость таких форм в офсетного друку досягає 250 000 екземплярів. Гібридні формні пластини можуть також використовуватися для виготовлення флексографічних друкарських форм. У цьому випадку крім серебросодержащего шару, що утворює при експонуванні маску, мається фотополімерний шар. У формних пластинах з термослоямі друкують і пробільні елементи формуються під дією лазерного інфрачервоного випромінювання.
Є ще один тип - пластини, що не вимагають обробки. У CtP-пристроях на них просто випалюється чутливий шар, і пластина відразу готова до роботи. Ця технологія поки не отримала широкого розповсюдження, оскільки такі пластини не дуже стійкі, в CtP дуже швидко накопичуються відходи від випалу пластин і потрібно часта профілактика.
Вектор розвитку технології взагалі, і поліграфічної зокрема, спрямований на максимальне прискорення технологічних процесів, видалення проміжних операцій і етапів. Давно очікуваним кроком багато хто вважає відмову від операції прояви пластин взагалі. В ідеалі експонована пластина безпосередньо відправляється прямо в друкарську машину. Під дією лазерного випромінювання спеціальний шар пластини як би вибухає, емульсія перетворюється в дрібний пил, який видаляється спеціальним потужним пилососом. Такі пластини отримали назву аблатівная. При використанні таких пластин потрібне спеціальне дооснащення CtP-пристроїв пилососом і промивної машиною.
Пропонуються також беспроцессние (емульсія переходить в нерозчинний стан) і бесхіміческіе (емульсія спікається під дією лазера, утворюючи друковані елементи) пластини.
Варіант бесхіміческіх пластин на Заході користується особливою популярністю. Хоча пластини дорожче, різко зменшується потреность в хімії; гуммірующій процесор дешевше повноцінної проявлення; процес екологічний. Але незважаючи на це в Росії ця технологія популярністю поки не користується.
У варіанті беспроцессних пластин CtP стає принтером: більше немає підключення до води, каналізації, немає витрат на митті проявлення. Усувається остання помітна причина шлюбу у виготовленні термальних пластин - аналоговий процес прояви.
Поки класичний варіант CtP, з проявом, залишається основним.
Дата добавления: 2015-10-26; просмотров: 388 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Obtaining Network Information | | | Ваш консультант Ольга Тел:8-916-66-22-457 |