Читайте также:
|
Подготовка машины для выполнения заказа включает различные процессы очистки, предварительной наладки узлов и устройств для подачи бумаги и краски, а также зарядки форм. После этого выполняется точная установка механизмов проводки бумаги, как последний шаг при подготовке к печати.
Красочные картуши посредством аксиального перемещения равномерно распределяют краску по всей длине красочного ящика. Уровень высоты наполнения регистрируется датчиком, который при необходимости дает команду на доливание краски. Устройство контроля информирует оператора об уровне заполнения красочных ящиков.
В рулонных офсетных машинах измерение и регулирование состояния наполнения красочного ящика применяется уже давно вследствие их более высокой производительности при большой тиражности продукции. На рис. 2.1-165 показано, как с помощью насоса краска закачивается по трубопроводу из реРис. 2.1-164
Автоматическая система подачи краски на многокрасочной листовой офсетной машине (InkLIne, Heidelberg/Technotrans) зервуара в красочный ящик. Контроль наполнения осуществляет ультразвуковой датчик. В листовых машинах также могут применяться специальные системы подачи, аналогичные приведенной.
Измерительные и регулировочные системы осуществляют подачу в машину увлажняющего раствора. Они следят за тем, чтобы печатный аппарат всегда имел его требуемое количество, а также за составом жидкости, ее необходимой концентрацией. Поддержание постоянной температуры увлажняющего раствора также предусмотрено в подобных автоматизированных системах.

Подача бумаги должна выполняться в соответствии с заданной скоростью работы машины и контролироваться с центрального пульта управления, который изображен на рис. 2.1-166 (машина с 10 печатными секциями). Все функции управления отображаются на мониторе и могут непосредственно с него изменяться. Для дистанционного управления подачей краски на пульте имеются специальные клавиатуры регулирования ее подачи по зонам. Процесс управления происходит как при визуальном контроле, так и с помощью ручных измерительных приборов. Автоматика поддерживает и регулирует точную установку приводки и подачу краски (раздел 2.1.4).
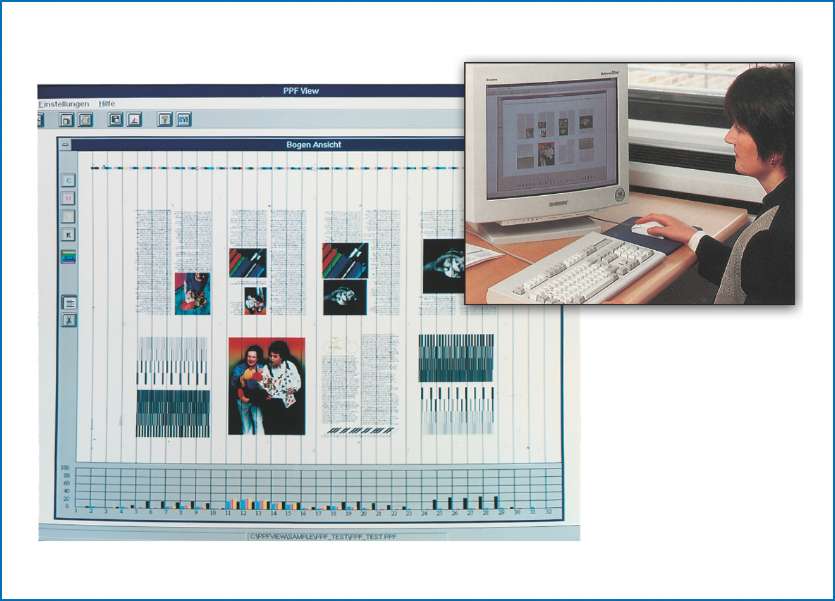
В качестве примера на рис. 2.1-167 показано, что дополнительно к пульту управления можно подключать электронные и оптические измерительные системы. Как уже говорилось, применяются устройства сканирования печатной формы для предварительной установки подачи краски; электронный считыватель приводочных меток для регулирования приводки; другие элементы измерения и регулирования для обеспечения качества печати.
Описанные выше подготовительные работы, которые ведутся автоматизированно перед началом поРис. 2.1-165
Автоматизированная система подачи печатной краски для рулонной офсетной печатной машины (1982): а красочная емкость, насосы и система подачи;
б красочный ящик с системой контроля за состоянием наполнения (Web 8, Heidelberg)
дачи бумаги в машину, по сравнению с ручными способами позволяют не только сократить время, но и уменьшить выход макулатуры. В начале печати стабилизируется движение бумаги. Качество оттисков сразу не получается в соответствии с заданной предварительной установкой подачи краски, увлажняющего раствора, приводкой и т.д. Подача краски на оттиск осуществляется через систему красочных валиков, имеющих инерционность. Поэтому стабильное состояние процесса печати достигается только после примерно 150 оборотов формного цилиндра. Раньше это бы означало, что, прежде чем произойдет раскат краски в аппарате, большое количество листов уйдет в макулатуру. В настоящее время имеются решения по ускорению этого процесса, в частности, посредством алгоритмов управления потоком краски. Они, например, обеспечивают кратковременно подачу на печатный аппарат большего количества краски и только затем устанавливают стабильное положение красочных ножей, соответствующее тиражной печати (например, так называемый способ Dead-Beat) (англ. равномерное движение).
Точная регулировка машины при проводке бумаги происходит при более низкой скорости, чем скорость печати тиража. Если скорость машины увеличивается до производственной, то условия подачи краски будут изменяться. Для высокопроизводительных концепций построения систем управления на базе компьютера все это учитывается в алгоритме регулирования. В процессе одновременно задействованы также устройства подачи увлажняющего раствора, воздуходувное и пневматическое и, возможно, также сушильные агрегаты.

Пульт управления, представленный на рис. 2.1168, аналогичен показанному на рис. 2.1-167, но с более четким отображением его возможностей. На мониторе показаны, например, установки для самонаклада печатного аппарата и приемки (из пиктограмм оператор получает разнообразную лаконичную информацию).
Монитор пульта управления, согласно рис. 2.1-168, является компонентом производственной и информационной систем. Посредством сетевой передачи данных на него выводятся сведения не только по печати, но и об этапах допечатных процессов. Так, например, могут быть представлены как сведения о плане производства, загрузке машины и сроках выполнения заданий, так и состоянии обработки заказа на текущий момент.
Центральный пульт управления для дистанционного обслуживания 10-красочной листовой офсетной печатной машины (система SM 102/CP 2000, Heidelberg)


Рис. 2.1-167
Многокрасочная листовая офсетная печатная машина с центральным пультом управления, включающим системы для измерения и регулировки предварительной настройки подачи краски, совмещения и др. (система CPC, Heidelberg)
Технический прогресс, таким образом, позволил оснастить машины и комплексы оборудования компонентами средств автоматизации, управления и контроля.
На рис. 2.1-169 приведены в качестве примеров блок-схемы и панели для дистанционного управления и автоматического регулирования с возможностью работы с подключением к сети в пределах общего производственного процесса, оснащенного оборудованием различных производителей.
В главе 8 детально рассмотрены вопросы организации производственных процессов при использовании в управлении цифровых данных.
Дата добавления: 2015-09-01; просмотров: 106 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Подача краски и увлажняющего раствора | | | Листовые машины |