Читайте также:
|
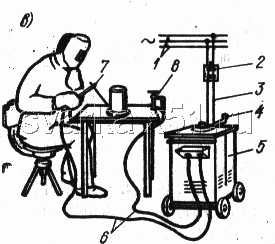
Общий вид сварочного поста для ручного дугового сваривания постоянным током показан на рис. 2. От сети 1 сменный трехфазный ток напругою 220 и 380 В подается через рубильник 2 и предохранители к сварочному преобразователю 3 (или к сварочному выпрямителю 3 '). Сварочный преобразователь состоит из электродвигателя и соединенного с ним сварочного генератора, который вырабатывает постоянный ток напругою 25- 40 В. Электродвигатель и сварочный генератор установлены на тележке и образовывают агрегат, который называется сварочным преобразователем.

| 
|
| 
|
| Рис 2. Зварювальні пости для ручного зварювання: | |
| а - постійним струмом від однопостового зварювального перетворювача або зварювального випрямляча; б - те саме від багатопостового перетворювача; в - змінним струмом від однопостового зварювального трансформатора в однокорпусному виконанні; г-то ж від однопостового зварювального трансформатора з окремим регулятором (дроселем) |
Ток от сварочного генератора за гибкими проводам 4 и 5 привстает к электрододержателю 7 и зварюваного изделия 6. Электрод о держателе служит для подведения тока непосредственно к электроду. Во время работы зварювальник в левой руке должен держать щиток 8, защищает лицо и глаза от лучей сварочной дуги. Вместо щитка часто применяют шлем, тогда левая рука сварщика остается свободной. Зварювану деталь, если она небольшая, кладут на металлический сварочный стол 10, к которому присоединяют второй провод от сварочного генератора. При возбуждении дуги изделие, которое сваривается, что лежит на металлическом столе, оказывается включенным в цепь сварочного тока.
Для изменения сварочного тока в зависимости от диаметра электрода, который избирается согласно толщине металла, который сваривается, служит генератор 9, расположенный на корпусе сварочного преобразователя.
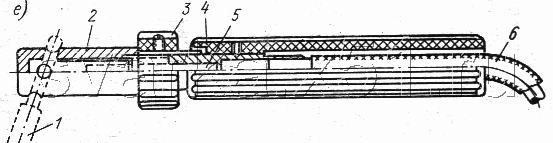
При ручного дугового сваривания для зажима электрода и подведение к нему тока применяют электрододержатели (рис. 3), которые разрешают быстро заменить электрод без прикосновенья к токопроводящим частям и обеспечивают наименьшую длину остается огарка. Наиболее простой есть конструкция вилочного и пластинчатого электрододержателей.
 
|
 
|

|
 < / td> < / td>
|

|
| Рис. 3. Електротримачі |
Электрододержатели обеспечены устройством для выключения сварочного тока во время изменения электрода, обеспечивают высокую безопасность работы. Устройство состоит из латунного стрежня, вмонтированного в рукоятку; при обращении подвижной части рукоятки стержень выворачивается из контактной втулки, имеющейся в другой части рукоятки, размыкая цепь сварочного тока.
Щиток и маска защищают лицо сварщика от лучей сварочной дуги и брызг расплавленного металла. Их изготовляют из фибры черного матового цвета и пластмассы. В щиток и маску вставляют темное защитное стекло - светофильтр.
Сварочные проводы (кабеле) служат для подведения тока от сварочного преобразователя или трансформатора к электрододержателю и изделию. Электрододержатели присоединяются к гибкому изолированному кабелю, сплетенному из большого числа медных, отожженных и облуженних проводов диаметром 0, 18-0,2 мм.
Для сваривания низьковуглецевих сталей применяют электроды типов Е42, Е42А, Е46 с рутиловими, фторістокальціевимі, руднокіслимі и органическими покрытиями. Электрод должен обеспечивать равнопрочность сварочного соединения с основным металлом, бездефектные швы, заданный состав металла шва.
При сваривании угловых швов толстого металла и первого пласта многослойного шва, когда скорость охлаждения довольно большая, предварительно подогревают основной металл для предупреждения появления закалочных структур и криталлизационных трещин.
Середньовуглецеві постоянные (с содержимым углерода от 0,26 до 0,45%) сваривают проводом со сниженным содержимым углерода (от 0,08 до 0,1%), применяют швы с обработкой кромок, небольшой ток; при этом стремятся получить неглубокий провар, чтобы уменьшить частицу основного металла в шве. Эти мероприятия снижают содержимое углерода в металле шва и предупреждают появление криталлизационных трещин. Применяют также предыдущий и сопутствующий подогрев.
3.2 Описание последовательности складально-зварювальних операцій
Рама изготовляется из швеллеру №20, листовой стали толщиной 8 мм, и трубы?50 мм. Сталь производится на металлургических заводах.
Раму составляем в такой последовательности:
К позам. 1 и 2 последовательно составляем поз. 3 в количестве 4 шт. Потом из уже соединенными деталями составляем поз. 4 и поз. 5 и получаем готовое изделие.
Спецификация
1. балка - 1 шт.
2. балка - 1 шт.
3. консоль - 4 шт.
4. пластина - 8 шт.
5. втулка - 1 шт.
Технологический процесс
005 Подготовительная операция:
1. Отрезать заготовки балок,консолей и втулки на абразивно-відрізному станке.
2. Отрезать заготовки пластин из письма на гільйотинних ножницах
3. Фрезеровать пластины на вертикально-фрезерном станке.
4. На пластинах просверлить отверстия согласно черчениям.
010 Сборочная операция:
1. К позам. 1 и 2 последовательно составляем поз. 3 в количестве 4 шт с выполнением прихватки.
2. Потом из уже соединенными деталями составляем поз. 4 и поз. 5 и получаем готовое изделие
Прихватку выполняем ручным дуговым свариванием электродами? 5 мм марки АНО-4, тип Е42 ГОСТ 9467- 75.
Оборудование: сварочный выпрямитель ВД-306Т В2.
015 Сварочная операция:
1. Сваривание выполняем в последовательности, как выполняли составление деталей. Выполняем ручное дуговое электродами? 5 мм марки АНО-4, тип Е42 ГОСТ 9467- 75.
Оборудование: сварочный выпрямитель ВД-306Т В2.
020 Контроль качества
1. Внешний обзор всех сварных швов и конструкции в целом.
2. Контроль качества сварных швов - ультразвуковой метод дефектоскопом УЗ-7.
Дата добавления: 2015-08-20; просмотров: 78 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Выбор и технико-экономическое обоснование способа сваривания | | | Технические условия на сварочные материалы, выбор сварочных материалов |