Читайте также:
|
В дипломной работе для выполнения составления и прихватки избираем ручное дуговое сваривание. Сварочные операции выполняются ручным дуговым свариванием.
Ручное дуговое сваривание является найпоширенішим видом электросварки, применяется для сваривания мягкой и легированной сталей, чугуна, нержавеющий сталей, в некоторых случаях цветных металлов. Электрод имеет вид стрежня диаметром 1, 5-10 мм, закрепленный в ручном электрододержателе.
При прикосновенье электрода к металлической сварной детали, замыкается электрический круг, и конец электрода нагревается. Если потом электрод отвести на 3- 5 мм от детали, то устанавливается дуговой разряд, за счет которого дальше и поддерживается ток. Интенсивное локальное нагревание вызывает расплавление основного металла (металла детали) близ дуги разряда. Конец электрода тоже плавится, и металл электрода вливается в расплавленную "сварочную ванную" основного металла.
Зварювальник, следя за тем, чтобы дуговой промежуток не изменялся, ведет электродом вдоль стыкованных краев зварюваних деталей. При прохождении электрода образовывается расплавленная сварочная ванна с основногальна головка|зварювальної головки. Самую дугу при этом не видно. Процесс сваривания допускает почти полную автоматизацию и может обеспечивать высокую производительность при большой толщине зварюваних деталей.
Скорость сваривания за такой технологии большая, но требуется время для подготовки деталей к свариванию. Поэтому сваривание под флюсом экономически оправдано только при большом объеме работ. 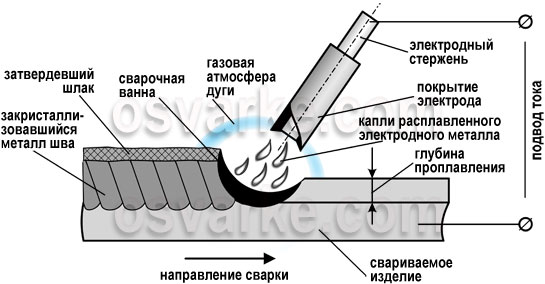
Рис. 1. Схема ручного електродугового зварювання
Дата добавления: 2015-08-20; просмотров: 59 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Заготовительного оборудование | | | Сварочные посты для ручного дугового сваривания |