|
Читайте также: |
Холодная листовая штамповка – это изготовление плоских и объёмных тонкостенных изделий из листов, полос или лент с помощью штампов. Толщина заготовки 0,1 мм до 10-20 мм. Листовой штамповкой изготавливают самые разнообразные плоские и пространственные детали массой от доли грамма и размерами, исчисляемыми долями миллиметра и детали массой в десятки килограммов и размерами, составляющими несколько метров (облицовка автомобиля, самолета, ракеты).
Она характеризуется высокой производительностью, стабильностью качества и точности, большой экономией металла, низкой себестоимостью изготовляемых изделий и возможностью полной автоматизации.
Различают формоизменяющие операции, в которых заготовка не должна разрушаться в процессе деформирования, и разделительные операции, в которых этап пластического деформирования обязательно завершается разрушением.
К основным разделительным операциям листовой штамповки относятся отрезка, вырубка, пробивка.
Отрезка - отделение части заготовки по незамкнутому контуру на специальных машинах – ножницах или в штампах. Обычно ее применяют как заготовительную операцию для разделения листов на полосы и заготовки нужных размеров. Ножницы с поступательным движением режущих кромок ножа могут быть с параллельными ножами, для резки узких полос, с одним наклонным ножом – гильотинные. Ножницы с вращательным движением режущих кромок – дисковые.
Вырубка и пробивка - отделение металла по замкнутому контуру в штампе. При вырубке и пробивке характер деформирования заготовки одинаков. Эти операции отличаются только назначением. Вырубкой оформляют наружный контур детали, а пробивкой – внутренний контур (изготовление отверстий).
К формоизменяющим операциям относят: гибку, отбортовку, обжим, формовку, вытяжку.
Гибка - образование или изменения углов между частями заготовки или придание ей криволинейной формы. В месте изгиба слои металла, расположенные с внутренней стороны, сжимаются, а слои металла, расположенные с наружной стороны, растягиваются в продольном направлении. В поперечном направлении наблюдается обратная картина. Поэтому в месте изгиба форма поперечного сечения нешироких и достаточно толстых полос искажается. Слой заготовки, который при гибке не испытывает ни растяжения, ни сжатия, называется нейтральным.
Гибка осуществляется в результате упругопластической деформации, при которой пластической деформации металла предшествует значительная упругая деформация. В результате упругой деформации растянутые и сжатые слои стремятся возвратиться в исходное положение. Вследствие этого, форма детали после гибки не будет соответствовать форме штампа на величину угла упругой деформации, который необходимо учитывать при изготовлении инструмента (штамповой оснастки). Проявляется так называемое явление пружинения. Гибка позволяет получить детали различной формы.
Гибку производят в штампах, а также вращающимися фигурными роликами, играющими роль матрицы, на профилегибочных станах.
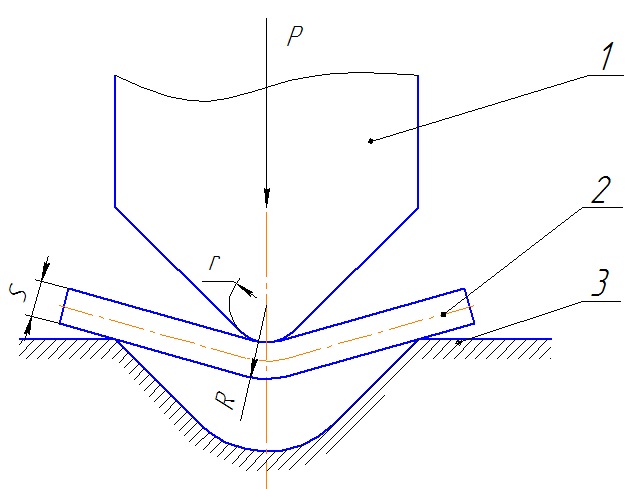
1 – пуансон;
2 – нейтральный слой;
3 – матрица;
P – усилие гибки;
R и r – наружный и внутренний радиусы гибки;
S – толщина материала.
Рисунок 6. Гибка металла
Отбортовка – получение бортов (горловин) путем вдавливания центральной части заготовки с предварительно пробитым отверстием в матрицу.
Обжим – уменьшение периметра поперечного сечения концевой части полой заготовки. Производится заталкиванием заготовки в сужающуюся полость.
Формовка — образование рельефа в листовой заготовке за счет местных растяжений без обусловленного изменения толщины стенки
Вытяжка - процесс превращения плоской заготовки в полую деталь любой формы (или дальнейшее изменение ее размеров).
ОБОРУДОВАНИЕ
Наиболее распространенным оборудованием для листовой штамповки являются кривошипные прессы простого и двойного действия. Прессы двойного действия обычно применяются для операции «вытяжка» и имеют два ползуна: наружный, служащий для вырубки и прижима заготовки, и внутренний — для вытяжки.
Гидравлические прессы используют для холодной штамповки крупногабаритных изделий большой толщины.
ИНСТРУМЕНТ-ШТАМПЫ
По технологическому признаку штампы делятся на штампы простого, совмещенного и последовательного действия. Существуют штампы с эластичной и гидроэластичной средой.
Дата добавления: 2015-08-18; просмотров: 87 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| ЯНЬШИН СТЕПАН ФЕДОРОВИЧ | | | Изготовить прекрасный коньяк легко. Все что Вам для этого требуется - прадед, дед и отец, которые посвятили этому всю свою жизнь» Жан-Поль Камю |