Читайте также:
|
В настоящее время насчитываются десятки способов применения электрошлакового процесса в металлургии, машиностроении, строительстве. Не касаясь хронологии, попытаемся классифицировать их по основным технологическим и металлургическим признакам, поскольку они тесно взаимосвязаны. Прежде всего рассмотрим группу технологий, использующих электрошлаковый процесс в его классическом, первозданном виде, т. е. те применения процесса, где используются, во-первых, расходуемый электрод и, во-вторых, формирование продукта (сварного шва, слитка, отливки) производится в том же месте, где происходит плавление расходуемого электрода. Это прежде всего ЭШП расходуемого электрода в водоохлаждаемом кристаллизаторе или принудительно охлаждаемой металлической форме (рис. 3.1).
В эту же группу, разумеется, входит и ЭШС как в каноническом виде, так и в ее современных модификациях (рис. 3.2). Сюда же относят электрошлаковую наплавку во всех ее разновидностях, т. е. в вертикальном и иных положениях (рис. 3.3).
| а | б |

| 
|
| Рис. 3.1. Схема ЭШП: а — монофилярная; б — бифилярная; 1 — расходуемые электроды; 2 — кристаллизатор; 3 — слиток; 4 — металлическая ванна; 5 — шлаковая ванна; 6 — источник тока |

| 
|
| Рис. 3.2. Схема ЭШС: 1 — свариваемые кромки; 2 — водоохлаждаемое формирующее устройство; 3 — шлаковая ванна; 4 — электродная проволока; 5 — металлическая ванна; 6 — сварной шов; 7 — шлаковая корочка | Рис. 3.3. Схема электрошлаковой наплавки: 1 — наплавленная заготовка; 2 — электродная проволока; 3 — формирующее устройство; 4 — наплавленный металл |
К рассматриваемой группе следует отнести процесс электрошлаковой плавки расходуемого электрода, используемый в сталеплавильном производстве, — электрошлаковой подпитки крупнотоннажных слитков и отливок для увеличения выхода годного и повышения их качества.
Наличие водоохлаждаемой или футерованной надставки не вносит принципиальных отличий в существо протекающих при этом металлургических реакций (рис. 3.4).
| а | б |

| 
|
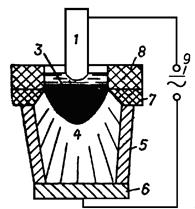
| Рис. 3.4. Схема процесса электрошлаковой подпитки при наличии водоохлаждаемой (а) и футерованной надставки (б): 1 — электрод; 2 — водоохлаждаемое кольцо; 3 — шлак; 4 — слиток; 5 — изложница; 6 — поддон; 7 — изолирующий огнеупорный пояс; 8 — износостойкий огнеупорный пояс; 9 — источник тока |
К этим технологиям относится и электрошлаковая подпитка головной части заготовок, отливаемых на машинах полунепрерывного литья (рис. 3.5).

| Рассмотрим главные металлургические особенности первой группы технологий, основанных на электрошлаковом процессе. Во всех случаях используется расходуемый электрод, поэтому определяющее значение приобретают процессы, обусловленные образованием пленки жидкого металла на конце электрода и капельным переносом этого металла в металлическую ванну. Процессы плавления расходуемого электрода, каплеобразования и каплепадения поддаются контролю и управлению. Именно на конце электрода, происходят интереснейшие явления, определяющие трансформацию неметаллических включений исходного металла, их взаимодействие с жидким шлаком. |
| Рис. 3.5. Схема электрошлаковой подпитки при полунепрерывном литье заготовок: 1 — электрод; 2 — шлаковая ванна; 3 — кристаллизатор МПНЛЗ; 4 — литая заготовка |
Хотя характер физических явлений в приэлектродной области до конца еще не выяснен, некоторые общие закономерности намечены.
Не случайны предпринимаемые попытки защиты поверхности расходуемого электрода, оснащение с этой целью электрошлаковых установок камерами с контролируемой атмосферой. Металлургические реакции, протекающие в процессе прохождения капли жидкого металла через шлаковую ванну, вследствие относительно более низких температур (по сравнению с приэлектродной областью) и быстротечности, не оказывают определяющего влияния на металлургическое качество будущего продукта. Вместе с тем процессы, развивающиеся в металлической ванне, играют важную роль в достижении конечного результата — высокого качества слитка, отливки, сварного шва или наплавки.
Работы, выполненные в свое время в ИЭС им. Е. О. Патона АН УССР с участием А. И. Бочоришвили, однозначно показали, что и бескапельный электрошлаковый процесс, т. е. процесс с нерасходуемым электродом, может быть достаточно активен и в конечном счете эффективен.
И сварка, и наплавка отличаются от переплава тем, что электрошлаковому рафинированию подвергается главным образом присадочный металл. Основной металл, расплавляемый теплотой, генерируемой в шлаковой ванне, в отличие от присадочного металла не подвергается столь интенсивной металлургической обработке. По этой причине металлургическое качество сварного шва или наплавленного металла в большой степени зависит от доли участия основного металла в металле шва или наплавки.
При электрошлаковой подпитке (рис. 3.4, 3.5) не удается подвергнуть рафинированию весь объем жидкого металла, заполнившего изложницу или разлитого на машине полунепрерывного литья. Вполне естественно, что эффект подпитки скорее проявляется в уменьшении головной обрези вследствие теплового воздействия электрошлакового процесса на затвердевающий слиток, отливку или заготовку, чем в улучшении их металлургического качества. Попадающий в головную часть слитка электрошлаковый металл может быть более чист, например, по сере или кислороду, чем подпитываемый металл.
В процессах первой группы помимо расходуемого электрода, как правило, присутствует и нерасходуемый проводник тока, т.е. имеется и нерасходуемый электрод. Доказано, что даже при бифилярной или трехфазной системе подключения плавящихся электродов не исключается полностью шунтирование части тока через стенку кристаллизатора, изложницы или через свариваемые кромки. Здесь в месте контакта жидкого токопроводящего шлака с твердым токоведущим металлом развиваются электрохимические процессы [2]. Причем роль этих процессов может быть и не очень велика по сравнению с тем, что происходит на погруженном в шлак расходуемом электроде. Однако эти процессы могут иметь и решающее значение, если речь пойдет о технологиях, основанных на использовании нерасходуемых, т. е. неплавлящихся, электродов.
Рассмотрим вторую группу технологий, главным признаком которых служит отсутствие расходуемого электрода. Сюда можно отнести такие процессы, как электрошлаковая плавка (ЭШПл), электрошлаковая разливка (ЭШР), электрошлаковый обогрев (ЭШОб), электрошлаковое рафинирование или электрошлаковая обработка (ЭШРаф), электрошлаковая отливка разовая (ЭШО), порционная (ПЭШО) и др. (рис. 3.6).

|
| Рис. 3.6. Схемы процессов ЭШПл (а) и ПЭШО (б): 1 — жидкие металл; 2 — слиток; 3 — шлаковая ванна; 4 — кристаллизатор; 5 — нерасходуемый электрод; 6 — направляющая; 7 — шихта; 8 — питатель |
В отличие от технологий первой группы здесь определяющую роль могут играть электрохимические процессы в приэлектродной области. Известны две разновидности нерасходуемых электродов — графитовые (угольные, графитированные) и металлические. Последние могут быть изготовлены из тугоплавких металлов (вольфрам, молибден) и не подвергаться принудительному охлаждению, но могут быть стальными, медными с обязательным принудительным охлаждением. Электрохимия электрошлакового процесса с нерасходуемыми электродами сложна и еще недостаточно изучена. Тем не менее экспериментально установлено, что процессы, протекающие на нерасходуемом электроде и в приэлектродной области, могут быть направляемы прежде всего путем соответствующего выбора состава шлака, рода тока, его частоты» полярности и т. д. В технологиях, использующих нерасходуемый электрод, важная роль принадлежит реакциям, развивающимся в металлической ванне. В различных публикациях не раз отмечалось, что в реальных условиях любой электрошлаковой технологии нет и не может быть четкого раздела жидкий металл — шлаковая ванна. Для электрошлакового процесса, несмотря на его внешне спокойное протекание, характерны турбулентность, эмульгирование металлической стали синтетическим шлаком, т. е. эффект обессеривания жидкого металла, попадающего в жидкий шлак в виде крутопадающей струи, имеет в своей основе явление эмульгирования двух жидкостей. В той или иной степени эмульгирование имеет место во всех видах ЭШТ, и явление это непременно должно учитываться при оценке вклада тех или иных металлургических процессов в достижение конечного результата.
Дата добавления: 2015-08-20; просмотров: 117 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Металла в переплавных печах специальной электрометаллургии | | | Рассмотрим некоторые другие особенности рассматриваемых технологий. |