|
Читайте также: |
Лекція 11. ТЕХНОЛОГІЧНІ ПРОЦЕСИ СКЛАДАННЯ АВТОМОБІЛІВ
Для розробки технологічного процесу складання потрібні такі вихідні дані: опис виробу, його призначення і технічні умови на виріб; складальні креслення виробу і вузлів; дані про річний випуск виробу.
Розробку процесу складання починають з вивчення призначення і конструкції виробу, технічних умов на його виготовлення, умов роботи. Вивчаючи конструкцію, технолог аналізує складальні креслення, перевіряючи правильність розмірів, необхідних для складання, обґрунтованість точності тощо. Складальні креслення повинні давати можливість повно і швидко зрозуміти особливість конструкції, складальні розміри, номери і специфікацію деталей і вузлів. Технологи повинні ознайомитися також з робочими кресленнями деталей, які входять у розглянуте складальне креслення, щоб повніше усвідомити характер складальних робіт.
У результаті вивчення складальних креслень можуть бути зроблені пропозиції відділу головного конструктора зі зміни конструкції з урахуванням її призначення для спрощення технологічного процесу складання; усі зміни вносяться відділом головного конструктора.
Ступінь розробки технологічного процесу складання залежить від річної програми випуску. При незначному обсягу випуску виробів розробка процесу складання представляє собою лише загальне позначення складальних операцій; при великому обсягу випуску процес складання розробляється детально з найбільшою диференціацією складальних операцій. Технологу варто враховувати умови здійснення процесу складання (проектоване чи діюче підприємство). У першому випадку вибір і розробка варіанту технологічного процесу довільні, а в умовах діючого підприємства вони залежать від багатьох факторів: наявності устаткування і його завантаження, перспективи отримання нового устаткування, виробничих можливостей інструментального виробництва тощо.
На основі вихідних даних розробляють технологічні схеми загального і вузлового складання. Робота значно полегшується, якщо є зразок, пробне розбирання якого спрощує встановлення послідовності складання. Частини виробу, які при цьому не розбираються, будуть представляти собою складальні одиниці, для яких потрібно розробляти технологічні схеми вузлового складання. Такі схеми визначають взаємний зв'язок складальних одиниць виробу чи вузла, показують порядок їхнього комплектування, спрощують розробку процесів складання.
Таким чином, технологічні схеми складання є відправними для розробки технологічних процесів складання як окремих складальних одиниць, так і виробу в цілому (загального складання).
Для кожного технологічно неподільного елемента, виявленого при розчленовуванні процесу складання виробу чи вузла, визначають оперативний час, необхідний для кожного такого елемента. Сума оперативного часу елементів, які з'єднують у послідовному порядку в операції, повинна дорівнювати дійсному такту складання:
де: - тривалість робочої зміни, хв; - втрати часу на обслуговування робочих місць, хв; - втрати часу на регламентовані перерви для відпочинку чи задоволення природних потреб; - заданий змінний випуск, шт.
Якщо оперативний час перевищує такт, то його прагнуть зробити кратним такту і виконують дану операцію дублюванням складальних робочих місць. При потоковому складанні операцію виконують роздвоєнням потоку (рис.11.1, а), а при конвеєрному - дублюють складальні робочі місця подвоєнням їхньої довжини в порівнянні з іншими складальними місцями з обслуговуванням двома слюсарями-складальниками (рис.11.1, б).
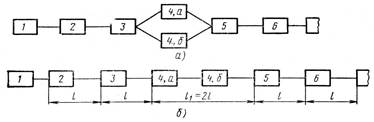
Рис. 11.1. Схеми паралельного виконання складальних операцій: а - при потоковому складанні; б - при конвеєрному складанні; 1...6 – номери складальних місць
Дата добавления: 2015-07-12; просмотров: 216 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Сравнение систем отопления. Экономические и технические показатели систем отопления. | | | Складання двигунів |