|
Читайте также: |
Станок для притирки ПР 279.28 (рис.3.6) призначений для відновлення герметичності запірного конуса розпилювача. Доцільно використовувати типовий станок з комплектом приладів і пасти заводського виготовлення. Часто, для притирки, точніше сказати для ''оживлення'', фасок голки і корпуса розпилювача рекомендовано застосовувати мікропасту М1 або УС20. Частота обертання шпинделя не повинна перевищувати 140-270 об/хв. Чисту, насухо притерту голку затискають в патроні станка. Після пуску станка на робочу частину конуса голки (зі сторони вершини конуса) наносять тонкий шар пасти, а циліндричну поверхню покривають дизельним мастилом. Потім на голку обережно насаджують корпус розпилювача.

Рисунок 3.7 – Станок для притирки деталей паливної апаратури ПР 279.28:
1 – тумба; 2 – пульт керування; 3 – регулятор швидкості; 4 – електродвигун; 5 – світильник; 6 – висувні ящики
''Оживлення'' притирочних фасок ведуть із легким натисненням корпуса на голку без пристукування. Не варто захоплюватися черезмірним використанням пасти. Потрібно пам’ятати, що дана операція призначена лише для видалення з
поверхні притирочних фасок мікроскопічні нерівності. Достатньо операцію повторити один-два рази. Кінцеву доводку ведуть на чистому мастилі. Притирочний слід повинен бути блискучим шириною не більше 0,4 мм.
Стенд А106.02 для перевірки роботи форсунки (рис.3.7), ця перевірка складається із наступних операцій: промивки форсунки, перевірки герметичності запірного конуса розпилювача, визначення щільності форсунки, регулювання затяжки пружини (тиск початку підйому голки), контролю якості розпилювання і відсічки палива. Перевіряючу форсунку монтують в зажимний пристрій стенда.
Щоб промити внутрішню порожнину форсунки (для видалення забруднень і повітря), послаблюють її пружину, ручку 14 фіксують у верхньому положенні,
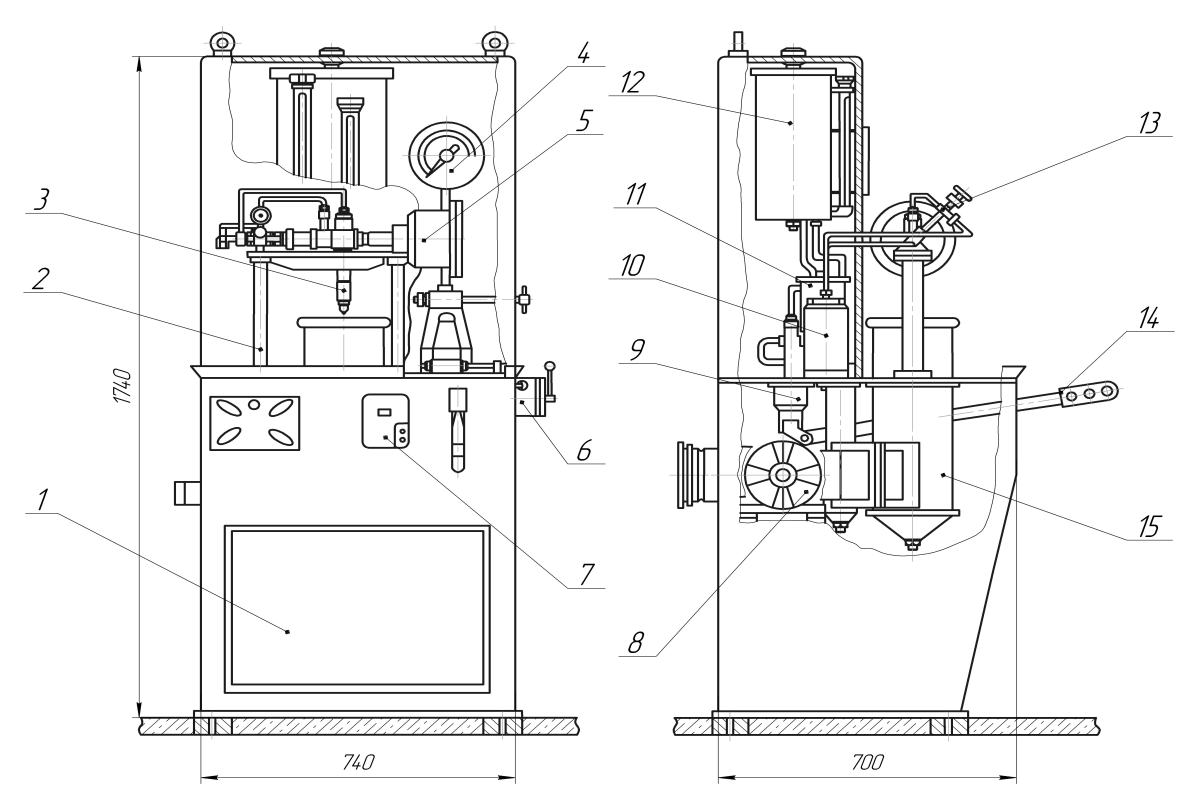
Рисунок 3.8 – Стенд для випробування форсунок А106.02:
1 – стіл; 2 – стійка; 3 – форсунка; 4 – манометр; 5 – пневматичний затискач пристрій; 6 – кран повітряний; 7 – пульт керування; 8 – електродвигун механічного приводу паливного насоса; 9 – ПНВТ; 10 – акумулятор; 11 – фільтр; 12 – паливний бак; 13 – кран; 14 – рукоятка ручного приводу насоса; 15 – паливо збірник
вмикають вимикач електроприводу насоса, вмикають краном 13 промивочний акумулятор 10. Промивку проводять на протязі 1–2 хв. Вимикають електропривід, закривають кран 13, знімають із засувки рукоятку.
Для контролю герметичності запірного конусу розпилювача, поступово затискаючи пружину форсунки і підкачуючи рукояткою 14 паливо, створюють тиск 40 МПа (400 кгс/см2). Такий тиск підтримують на протязі 2 хв, періодично підкачуючи паливним насосом. Якщо за цей час на кінці розпилювача не появиться краплина палива, то герметичність запірного конуса розпилювача
вважається задовільною. Перевіряють двічі.
Перевірка щільності форсунки. За щільність форсунки умовно прийнято час падіння тиску в системі стенду на 5 МПа (50 кгс/см2) від початкового. Визначають цю величину наступним чином. Послабивши затяжку пружини форсунки, поки тиск в системі стенду недосягне 40 МПа (400 кгс/см2). Після чого підкачку палива закінчують і слідкують за пониженням тиску. Цей час повинен бути в межах 20-30 с, після обкатки допускається падіння тиску за 7-30 с.
Затяжку пружини форсунки (або тиск початку підйому голки) регулюють поворотом регулювального болта (або пробки) таким чином, щоб при повільному натисканні на рукоятку стенду вприск палива виникнув при тиску 30±0,5 МПа (300±5 кгс/см2).
Якість розпилення і відсікання палива форсункою контролюють візуально. Для цього в хвилину виконують приблизно 30 рівномірних вприсків палива. Нормально працююча форсунка вприскує паливо в туманоподібному стані; довжина і форма струменів всіх отворів повинна бути однакова, не повинно бути помітно окремо витікаючих крапель і суцільних струменів. Утворення "підвприскування" у вигляді слабких струменів із розпилювача перед основним вприскуванням, а також підтікання у вигляді крапель на конусі розпилювача не допускається. Якість розпилювання слід перевіряти при 30-50 качаннях важеля стенда за 1 хв. Нормально функціонуюча форсунка при повільному опусканні важеля на стенді може давати роздрібне вприскування.
Дата добавления: 2015-10-13; просмотров: 548 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Будова і робота технологічного обладнання, яке використовується при ремонті ПНВТ | | | В России к числу устойчивых обычаев относилось «ряжение» - переодевание в шкуры животных, в вывороченные тулупы, ношение звериных масок.. Этот обычай дожил до наших дней. |