Читайте также:
|
По эскизу детали (и соответствии с вариантом задания, табл. 2) разработайте эскиз элементов литейной формы (рабочий чертеж детали), эскиз модели для ручной формовки или эскизы модельных плит для машинной формовки, эскиз модели стержневого ящика, эскиз собранной литейной формы (в разрезе), эскиз готовой отливки с литниковой системой. Опишите технологический процесс получения отливки литьем в песчаные формы и последовательность изготовления формы. Дайте оценку технологичности детали, изготавливаемой методом питья в песчаной форме.
Таблица 2
Исходные данные для ответа на вопрос 2
| Вариант | Номер* рисунка | Материал отливки | ||||
| 20Л | ||||||
| СЧ10 | ||||||
| 15Л | ||||||
| СЧ15 | ||||||
| 25Л | ||||||
| ВЧ35 | ||||||
| 30Л | ||||||
| КЧ30-6 | ||||||
| 35Л | ||||||
| СЧ20 | ||||||
| ВЧ40 | ||||||
| КЧ33-8 | ||||||
| 40Л | ||||||
| СЧ25 | ||||||
| ВЧ45 | ||||||
| КЧ35-10 | ||||||
| 45Л | ||||||
| СЧ30 | ||||||
| ВЧ50 | ||||||
| КЧ37-12 | ||||||
| 50Л | ||||||
| СЧ35 | ||||||
| ВЧ60 | ||||||
| КЧ45-7 | ||||||
| ВЧ40 | ||||||
| * Приложение |
Изучите материал по изготовлению отливок в песчаных формах.
Основой для разработки технологического процесса изготовления отливки являются чертежи детали. На копии чертежа детали в соответствии с ГОСТ 3.1125-88 наносят технологические рекомендации, необходимые для изготовления модельного комплекта, формы и стержня, и получают чертеж элементов литейной формы. Кроме того, разрабатывается документация (технологическая карта), которая содержит необходимые сведения по этапам изготовления отливки.
На рис 2, а в качестве примера приведен эскиз детали. Обратите внимание на поверхности детали, подвергающиеся механической обработке. Условно они обозначены знаком  Остальные поверхности механической обработке не подлежат, на что указывает знак
Остальные поверхности механической обработке не подлежат, на что указывает знак  в правом верхнем углу эскиза.
в правом верхнем углу эскиза.
При разработке эскиза «Элементы литейной формы» элементы формы обозначают условно (рис. 2, б). Разъем модели и формы показывают отрезком или ломаной штрихпунктирной линией, заканчивающейся знаком «X -X», над которой указывают буквенное обозначение разъема 1 - «МФ». Направление разъема показывают основной сплошной линией, ограниченной стрелками и перпендикулярной линии разъема.
Положение отливки в форме при заливке обозначают буквами В (верх) и Н (низ). Буквы проставляют у стрелок, показывающих направление разъема формы. Припуски на механическую обработку изображают сплошной линией 2(тонкой) у поверхностей, где указан знак обработки. Отверстия, впадины ит.п., не выполняемые при изготовлении отливки детали, зачеркивают сплошной тонкой линией 3.
Стержни, их знаки изображают сплошной тонкой линией. Стержни в разрезе штрихуют только у контурных линий 4. Размеры знаков стержней, зазоры между знаками стержней и модели принимают по ГОСТу. Стержни обозначают буквами «ст.» и порядковыми номерами, например, ст. 1, ст. 2, (рис. 2, б).
Литниковую систему и прибыли изображают сплошной тонкой линией. На рис. 2, б литниковая система не показана.
При разработке чертежа (эскиза) «Элементы литейной формы» исходят из условий обеспечения качества отливки и экономичности ее изготовления. При выборе плоскости разъема следует помнить, что наиболее ответственные поверхности отливки целесообразно располагать в нижней части формы или вертикально, так как в верхней части отливки скапливаются дефекты - газовые раковины и шлаковые включения. Плоскость разъема выбирают с учетом удобства формовки и извлечения модели из формы. Кроме того, желательно, чтобы отливка или ее базовые поверхности для механической обработки были расположены в одной полуформе.
Припуски на механическую обработку и размеры знаковых частей стержня определены ГОСТом. Чертеж (эскиз) «Элементы литейной формы» служит основой для разработки модельного комплекта: модели и стержневых ящиков. На рис. 3 дан эскиз деревянной модели для ручной формовки. Модель имеет разъем 1, стержневые знаки 2, 3 (они окрашены черным цветом), конфигурация которых соответствует конфигурации знаков, указанных на рис. 2, б (ст.1 и ст. 2). Намодели предусматривают формовочные уклоны 4на стенках, перпендикулярных плоскости разъема (определены ГОСТом), и радиусы округлений вместах сопряжения стенок 5. Размеры моделей выполняют с учетом припусков на механическую обработку, технологических припусков и усадки сплава, из которого изготавливают отливку.
На рис. 4 показаны деревянные стержневые ящики, предназначенные для ручного изготовления стержней: ст. 1 - (а) и ст. 2 - (б).
При машинном изготовлении формы применяют металлические модельные плиты, на которых монтируют модели и элементы литниковой системы. На рис. 5 показаны нижняя (а) и верхняя (б) модельные плиты для изготовления формы чугунной отливки. Кроме модели 1 на рис. 5 показаны питатели 2, шлакоуловитель 3, стояк 4 и выпоры 5.
Эскиз собранной литейной формы (вертикальный разрез) для разрабатываемой технологии изготовления отливки (рис. 2) приведен па рис. 6, а, а готовой отливки с литниковой системой - на рис. 6, б. Литейная форма к сборе состоит из следующих элементов: полости формы 1, стержня 2, формовочной смеси 3, опоки нижней 4, опоки верхней 5, питателя 6, шлакоуловителя 7, стояка 8, литниковой чаши 9, выпора 10, газоотводящих каналов 11. Обратите внимание на графическое изображение каждого элемента литейной формы: полость формы и каналы литниковой системы не штрихуются, стержень заштрихован у контура.
Формы для стальных отливок отличаются не только высокой огнеупорностью и податливостью, но и наличием прибылей, которые служат для компенсации большой усадки стали и предупреждения усадочных раковин в отливках.
На рис. 7 показаны литейная форма для стальной отливки (а) и отливка с литниковой системой (б). Обратите внимание на прибыли, а также на различие конструкций литниковой системы для чугунной (рис. 6) и стальной (рис. 7) отливок. В форме для стального литья отсутствует шлакоуловитель, так как конструкция заливочного ковша обеспечивает задержание шлака.

Рис. 2 Эскизы детали (а) и элементов литейной формы (б)

Рис. 3 Эскиз деревянной модели для ручной формовки
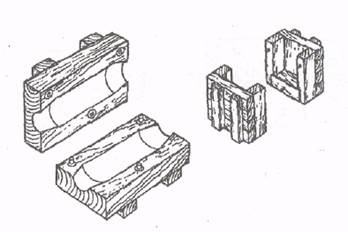
Рис. 4. Деревянные стержневые ящики для ручного изготовления стержней:
Дата добавления: 2015-09-05; просмотров: 318 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| ПРИЛОЖЕНИЕ В | | | Про папу |