Читайте также:
|
При программировании G97, вводимые по S4 величины заданы в об/мин. Может программироваться любое значение от S0 до S9999 об/мин, но эта величина ограничена максимально возможной для привода станка и устанавливается параметром станка. “Для станка FAGOR 8010 T” эта величина составляет:
1100 об/мин – при понижаюшей ременной передачи в приводе шпинделя.
2500 об/мин – при повышающей ременной передачи в приводе шпинделя.
Для определения необходимой частоты вращения используют формулу:
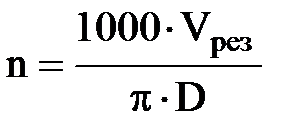 ,где
,где
D – диаметр обрабатываемой поверхности заготовки
Vрез – необходимая скорость резания
Функция G97 – режимная, т.е. она остается действительной, пока не программирована G96. УЧПУ полагает функцию G97 установленной по включению или после функций М02, М30, сигнала EMERGENCY или общей команды RESET.
ПРИМЕЧАНИЕ:
Клавиши управления на передней панели УЧПУ могут использоваться для изменения программированной скорости вращения шпинделя от 50% до 120%.
Таблица употребляемых в УЧПУ «FAGOR 8010 Т» М-функций
Вспомогательные функции программируются с помощью кода М2. В одном кадре может программироваться максимально семь вспомогательных функций. Если в кадре более одной вспомогательной функции, УЧПУ выполняет их последовательно в том порядке, в каком они программированы.
М00 – Остановка программы
При считывании в кадре кода М00, УЧПУ останавливает программу. Для ее возобновления необходимо нажать зеленую клавишу ”пуск”.
М01 – Условная остановка программы
Аналогично М00 за исключением того, что УЧПУ выполняет ее только, если подан сигнал на вход условной остановки.
М02 – Конец программы
Этот код означает окончание программы и осуществляет общую начальную установку УЧПУ (возврат в исходное состояние, останов шпинделя).
М30 – Конец программы с возвратом к началу
Аналогично М02 за исключением того, что УЧПУ возвращается к первому кадру в начале программы.
М03 – Пуск шпинделя по часовой стрелке
Этот код означает, что шпиндель начинает вращаться на резец. Для станка с передним расположением суппорта – по часовой стрелке. Для станка с задним расположением суппорта – против часовой стрелки. Это определяется параметром станка при его установке, настройке и пуске в эксплуатацию.
М04 – Пуск шпинделя против часовой стрелки
Аналогично М03, за исключением того, что шпиндель вращается в противоположном направлении.
М05 – Остановка шпинделя
При считывании М05 УЧПУ останавливает вращение шпинделя после выполнения кадра, в котором она программирована.
М19 – Ориентация шпинделя
При считывании в кадре М19 S4.3, УЧПУ будет медленно поворачивать шпиндель и остановит в точке, установленной кодом S4.3 в градусах относительно нулевой метки датчика врашения шпинделя.
М41, М42, М43, М44 – Выбор диапазона скоростей шпинделя
Если параметр станка Р95=1, то эти коды при программировании S-функции выдаются устройством ЧПУ автоматически.
Если параметр станка Р95=0, то М41, М42, М43 и М44 должны обязательно программироваться.
При работе с постоянной скоростью резания по поверхности (функция G96) функции М41, М42, М43 и М44 обязательно должны программироваться даже, если параметр станка Р95=1.
Дата добавления: 2015-08-21; просмотров: 201 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| G36 Регулируемое закругление угла. | | | G33 – Нарезание резьбы за один проход |