|
Читайте также: |
Решение
Продолжительность цикла обработки партии деталей составляет

Длительность операционного цикла обработки партии по каждой операции равна
После определения продолжительности операционных циклов строится график технологического цикла (рис. 2):
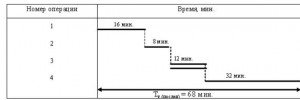
На графике работа двух параллельно работающих станков на третьей операции показана двумя параллельными линиями.
Достоинства этого метода: отсутствие перерывов в работе оборудования и рабочего на каждой операции; возможность их высокой загрузки в течение смены; простота организации.
Недостатки этого метода: детали пролеживают длительное время из-за перерывов партионности, следствием чего является создание большого объема незавершенного производства; из-за отсутствия параллельности в обработке деталей продолжительность технологического цикла наибольшая.
Дата добавления: 2015-08-21; просмотров: 55 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Средняя возрастная группа | | | Последовательный вид движения применяется, как правило, в единичном и мелкосерийном производствах. |