Читайте также:
|
Сменная производительность станка ЦПА 40 (рис.3.2.)

Рис.3.2. Станок ЦПА40
 ,
,
где: Тсм=480мин – время смены
Кр=0,93
 n=6 число резов в минуту
n=6 число резов в минуту
m=2 дополнительное число резов на торцевание
Кд=0,93 коэффициент использования рабочего времени
Таблица 3.2.
Спецификация и расчёт пиломатериалов на изделие
| Найменование деталей | Кол.-во деталей | Материал | Размеры деталей в чистоте, мм | Объём деталей в чистоте,м3 | Размеры деталей с припуском на обр-ку и усушку | Толщина по ГОСТу | Объём с припуском,м3 | Производст-е потери % | Объём заготовок с учётом потерь, м3 | Сорт п/м | Полезный выход заготовок % | Расход п/м, м3 | ||||
| Д | Ш | Т | Д | Ш | Т | |||||||||||
| Доска пола ДП-27 | Хв. пород | 0,00891 | 0,0145 | 0,01495 | І | 0,0187 |
 кратность по длине
кратность по длине
 кратность по ширине
кратность по ширине

Сменная производительность фуговального станка СФ4-1Б (рис.3.3.)
Рис.3.3. Станок СФ4-1Б
 , шт/см,
, шт/см,
где: u=10 скорость подачи м/мин
Тсм – время смены 480 мин
Кр – коэффициент использования рабочего время =0,85
n – число одновременно обрабатываемых заготовок =1
Км – коэффициент использования машинного время =0,95
L – длина заготовок =3м
m- число проходов = 1
 шт/см
шт/см
Сменная производительность продольно фрезерного станка С26-2М (рис.3.4.)

Рис.3.4. Станок С26-2М
 шт/см,
шт/см,
где: u=10-40 скорость подачи м/мин
Тсм – время смены 480 мин
Кр – коэффициент использования рабочего время =0,85
n – число одновременно обрабатываемых заготовок =1
Км – коэффициент использования машинного время =0,95
L – длина заготовок =3м
 шт/см
шт/см
Сменная производительность станка для высверливания и заделки сучков СВСА-2 (рис.3.5.)
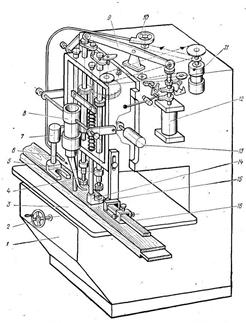
Рис.3.5. Станок СВСА-2
 ,
,
где: Тсм=480мин – время смены
Кр=0,93
Км=0,5
h =27 мм-глубина паза
 =0,5…2 м/мин-скорость резания
=0,5…2 м/мин-скорость резания
Z-количество фрезерных ходов в заготовке 

Сменная производительность упаковщика в термоусадочную пленку МП-3ДП (рис.3.6.)

Рис.3.6. Станок МП-3ДП
Асм = 12 м3/ см = 1346 шт/см
Дата добавления: 2015-08-21; просмотров: 497 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Описание технологического процесса | | | Баланс древесины |