|
Читайте также: |
 Абсолютные и инкрементные размеры для G00
Абсолютные и инкрементные размеры для G00
| G00 Позиционирование (Быстрое перемещение) Формат N… G00 X(U)… Z(W)… Перемещение выполняется с максимальной скоростью до запрограммированной целевой точки. Одновременно могут использоваться абсолютные и инкрементные команды. Примечание: • Запрограммированная подача F подавляется при выполнении G00. • Максимальная подача определяется изготовителем станка. • Ручная коррекция подачи ограничена до 100%. Пример: G90 в абсолютных размерах N50 G00 X40 Z56 G91 в размерах с приращением N50 G00 U-30 W-30.5 |
 Абсолютные и инкрементные размеры для G00
Абсолютные и инкрементные размеры для G00
| G01 Линейная интерполяция (подача) Формат N… G01 X(U)… Z(W)… F… Линейные перемещения салазок (торцевая, продольная обработка, обработка конуса) при запрограммированной скорости подачи. Пример: G90 в абсолютных размерах N.. G95 ….. N20 G01 X40 Z20.1 F0.1 G91 в размерах с приращением N.. G95 F0.1 ….. N20 G01 X20 W-25.9 |
 Фаски и закругления
Фаски и закругления
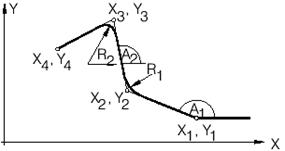
| Фаски и закругления Пример …. N95 G01 X26 Z53 N100 G01 X26 Z27 R6 N105 G01 X86 Z27 C3 N110 G01 X86 Z0 …. Примечания: • Фаски и закругления могут быть вставлены только между двумя движениями G00/G01. • Движение, запрограммированное во втором кадре, должно начинаться в точке b (чертеж). При программировании в размерах с приращением, необходимо программировать расстояние от точки b. • В покадровом режиме первая остановка инструмента происходит в точке с, а затем в точке b. • Если движение в одном из кадров слишком короткое, так что при вставке фаски или закругления нет точки пересечения, активируется сбойный сигнал 055. |
| Прямой ввод | ||
| Команды | Движения инструмента | |
| X2… (Z2…) A… | 
| |
| A1… X3… Z3… A2… | 
| |
| X2… Z2… R… X3… Z3… Или A1… R… X3… Z3… A2… | 
| |
| X2… Z2… C… X3… Z3… Или A1… C… X3… Z3… A2… | 
| |
| X2… Z2… R1… X3… Z3… R2… X4… Z4… Или A1… R1… X3… Z3… A… R2… X4… Z4… |
| |
| X1… Z1… C1… X3… Z3… C2… X4… Z4… Или A1… C1… X3… Z3… A2… C2… X4… Z4… | 
| |
| X2… Z2… R1… X3… Z3… C2… X4… Z4… Или A1… R1… X3… Z3… A2… C2… X4… Z4… | 
| |
| X2… Z2… C1… X3… Z3… R2… X4… Z4… Или A1… C1… X3… Z3… A2… R2… X4… Z4… |

|
Нет необходимости вычислять координаты недостающей точки пересечения.
В программах возможно прямое программирование углов (А), фасок (С) и закруглений (R).
Примечание:
В кадрах с фасками или закруглениями невозможно использование следующих команд G. Они не должны использоваться между кадрами с фасками и закруглениями, определяющими последовательности.
• Коды G (за исключением G04) в группе 00.
• G02, G03, G20, G21 и G24 в группе 01.
 Направление вращения и параметр дуги
Направление вращения и параметр дуги
| G02 Круговая интерполяция по часовой стрелке G03 Круговая интерполяция против часовой стрелки Формат N… G02 X(U)… Z(W)… I… K… F… Или N… G02 X (U)… Z (W)… R… F… X, Z, U, W …………………..Конечная точка дуги I, K, ……Параметры окружности в приращениях (расстояние от начальной точки до центра дуги, I относительно X, K относительно Z) R……………………..Радиус дуги Инструмент перемещается к целевой точке вдоль установленной дуги с запрограммированной скоростью подачи. Примечание: • Программирование значения 0 для I и K может быть пропущено. • Ввод R с положительным знаком дает дугу < 180˚, отрицательный знак дает дугу > 180˚. • Полная окружность не может быть запрограммирована при помощи R. • Учет G02, G03 всегда выполняется за осью вращения (в соответствии с DIN 66 025), когда обработка выполняется перед или за осью вращения. |
| G04 Выдержка Формат N… G04 X(U)… (сек) Или N… G04 Р… (мсек) Движение инструмента останавливается в последней достигнутой позиции для выдержки, определенной острыми переходами X, U или P. Примечание: • В адресе Р недопустимо использование десятичного знака. • Отсчет времени выдержки начинается с момента достижения нулевой скорости движения инструмента. • tmax = 2000 сек, tmin = 0,1 сек • разрешение ввода 100 мсек (0,1 сек) • Примеры: N75 G04 X2.5 (время выдержки = 2,5 сек) N95 G04 P1000 (время выдержки = 1 сек = 1000 мсек) |
 Позиция вершины резца 0 должна быть запрограммирована для всех инструментов, которые будут использоваться для цилиндрической интерполяции.
Позиция вершины резца 0 должна быть запрограммирована для всех инструментов, которые будут использоваться для цилиндрической интерполяции.
| G7.1 Цилиндрическая интерполяция Формат: N… G7.1 C… N… G7.1 C0 G7.1 C… Начало цилиндрической интерполяции. Значение С описывает радиус заготовки. G7.1 C0 Конец цилиндрической интерполяции. Функция позволяет выполнять программирование цилиндрической поверхности. Таким образом, могут создаваться программы для обработки цилиндрических кулачков на токарных станках. Количество перемещения оси вращения С, программируемое назначением угла, конвертируется системой правления в расстояние по фиктивной линейной оси вдоль внешней поверхности цилиндра. Т.о. становится возможным выполнение линейной и круговой интерполяции в данной зоне с использованием другой оси. G19 определяет уровень, где ось вращения устанавливается параллельно оси Y. |
| Примечания: • Базовая точка цилиндра должна вводиться в размерах с приращениями, т.к. в ином случае к ней подводится инструмент. • В данных сдвига необходимо установить позицию 0 для резца. Однако радиус фрезы необходимо ввести. • Изменение системы координат в режиме G7.1 не допустимо. • G7.1 и/или G13.1 С0 необходимо программировать в режиме «коррекция на радиус резца ВЫКЛ» (G40), и не может быть запущена или завершена в режиме «коррекция на радиус резца ВКЛ» (G41 или G 42). G7.1 C.. и G7.1 C0 необходимо программировать в отдельных кадрах. | • В кадре между G7.1 C.. и G7.1 C0 прерванная программа не может быть перезапущена. • Радиус дуги с круговой интерполяцией (G2 или G3) должен программироваться через команду R, и не должен программироваться в градусах и/или через координаты K и J. • В геометрической программе между G7.1 C.. и G7.1 C0 не должны программироваться быстрые перемещения (G0) и/или операции позиционирования, приводящие к быстрым перемещениям (G28) или циклы сверления (G83 до G89). • Вводимые значения подачи в режиме цилиндрической интерполяции должны рассматриваться как скорость перемещения в развернутой поверхности цилиндра. |

| Пример – Цилиндрическая интерполяция Ось X с диаметральным программированием и ось С с угловым программированием. |
 Обработка фрезой Ø 5 мм
Обработка фрезой Ø 5 мм
| O 0002 (Цилиндрическая интерполяция) N15 T0505 N25 M13 Направление вращения приводных инструментов (эквивалентно М3) N30 G97 S2000 N32 M52 Позиционирование шпинделя N35 G7.1 C19.1 Начало интерполяции/радиус заготовки N37 G94 F200 N40 G0 X45 Z-5 N50 G1 Z-15 C22.5 N55 Z-5 C45 N60 Z-15 C67.5 N65 Z-5 C90 N70 Z-15 C112.5 N75 Z-5 C135 N80 Z-15 C157.5 N85 Z-5 C180 N90 Z-15 C202.5 N95 Z-5 C225 N100 Z-15 C247.5 N105 Z-5 C270 N110 Z-15 C292.5 N115 Z-5 C315 N120 Z-15 C337.5 N125 Z-5 C360 N130 X45 N135 G7.1 C0 Конец интерполяции N140 M53 Конец движения по оси вращения N145 G0 X80 Z100 M15 N150 M30 |
| G10 – Установка данных Команда G10 позволяет изменять данные системы управления, программировать параметры, записывать данные инструмента и т.д. G10 часто используется для программирования нулевой точки детали. Пример: Сдвиг точки нуля Формат N… G10 P… X…Z…R…Q…; Или N… G10 P… U…W…C…Q…; P: номер коррекции на износ 0 Значение перемещения для системы координат детали 1 – 64 Значение коррекции на износ инструмента. Заданное значение – номер коррекции. 10000+(1 – 64) номер сдвига геометрии инструмента X… Номер коррекции по оси X (абс.) Z… Номер коррекции по оси Z (абс.) U… Номер коррекции по оси X (инкр.) W… Номер коррекции по оси Z (инкр.) R… значение коррекции на радиус вершины резца (абс.) R… значение коррекции на радиус вершины резца (инкр.) Q… мнимый номер вершины резца При G10 P0 выполняется перезапись точки нуля детали. Поэтому, длина детали и т.д. могут приниматься во внимание. |
 Для всех инструментов, которые будут использоваться для интерполяции в полярных координатах, следует запрограммировать позицию режущей кромки 0.
Примечания:
• Кроме того, с диаметральным программированием для линейной оси (X), может применяться радиальное программирование для оси вращения (C).
• Позиция резца 0 должна быть присвоена инструменту в данных коррекции. Однако следует ввести радиус фрезы.
• В режиме G12.1 не следует изменять систему координат.
• Программирование функций G12.1 и G13.1 выполняется в режиме «коррекция на радиус резца ВЫКЛ» (G40), их пуск или отмена невозможны в режиме «коррекция на радиус резца ВКЛ» (G41 или G42).
• G12.1 и G13.1 должны программироваться в разных кадрах. В блоке между G12.1 и G13.1 прерванная программа не может быть возобновлена.
• Радиус дуги при круговой интерполяции (G2 или G3) может программироваться командой R и/или через координаты I и J.
• В геометрической программе, между G12.1 и G13.1 не может быть запрограммировано быстрое перемещение (G0) (см. схему).
Для всех инструментов, которые будут использоваться для интерполяции в полярных координатах, следует запрограммировать позицию режущей кромки 0.
Примечания:
• Кроме того, с диаметральным программированием для линейной оси (X), может применяться радиальное программирование для оси вращения (C).
• Позиция резца 0 должна быть присвоена инструменту в данных коррекции. Однако следует ввести радиус фрезы.
• В режиме G12.1 не следует изменять систему координат.
• Программирование функций G12.1 и G13.1 выполняется в режиме «коррекция на радиус резца ВЫКЛ» (G40), их пуск или отмена невозможны в режиме «коррекция на радиус резца ВКЛ» (G41 или G42).
• G12.1 и G13.1 должны программироваться в разных кадрах. В блоке между G12.1 и G13.1 прерванная программа не может быть возобновлена.
• Радиус дуги при круговой интерполяции (G2 или G3) может программироваться командой R и/или через координаты I и J.
• В геометрической программе, между G12.1 и G13.1 не может быть запрограммировано быстрое перемещение (G0) (см. схему).
| G12.1/G13.1 Интерполяция в полярных координатах
Формат:
N… G12.1
B… G13.1
G12.1 – начало интерполяции в полярных координатах
G13.1 – завершение интерполяции в полярных координатах
Интерполяция в полярных координатах используется для обработки торцевой поверхности обточенной детали.
При этом команда, запрограммированная в прямоугольной системе координат, конвертируется в движение по линейной оси X (движение инструмента) и оси вращения С (вращение детали) для управления траекторией.
G12.1 устанавливает уровень (G17), в котором выполняется интерполяция в полярных координатах. Уровень G18 используемый G12.1 перед программированием, удаляется.
Он восстанавливается командой G13. (конец интерполяции в полярных координатах).
После включения станка или при системном сбросе «RESET», интерполяция в полярных координатах также отменяется, (G13.1) и используется уровень, определенный G18.
Коды G которые могут программироваться в режиме «интерполяции в полярных координатах»
|

| Пример: интерполяция в полярных координатах Координата X с диаметральным программированием и ось C с угловым программированием. O0003 (полярная интерполяция) N5 T0303 N10 M13 направление вращения приводных инструментов (эквивалентно М3) N15 G97 S2000 N20 M52 позиционирование шпинделя N25 G12.1 начало интерполяции N30 G0 X60 Z-6 C10 N35 X34.64 C10 G41 N45 G1 C0 F0.2 N50 X17.32 C-15 N55 X-17.32 C-15 N60 X-34.64 C0 N65 X-17.32 C15 N70 X17.32 C15 N75 X34.64 C0 N80 C-10 N85 G1 X45 C-10 G40 N90 G13.1 конец интерполяции N95 M53 конец работы оси вращения N100 G0 X80 Z100 M15 N105 M30 |
 Определение основных плоскостей
Определение основных плоскостей
| G17 – G19 Выбор плоскости Формат: N… G17/G18/G19 С использованием G17 – G19 определяется плоскость, в которой может быть выполнена круговая интерполяция и интерполяция в полярных координатах, и в которой вычисляется компенсация на радиус резца. В оси вертикальной к активной плоскости, выполняется компенсация на длину инструмента. G17 плоскость XY G18 плоскость ZX G19 плоскость YZ |
 Цикл продольного точения без конуса
Цикл продольного точения без конуса
 Цикл продольного точения с отрицательным R конуса
Цикл продольного точения с отрицательным R конуса
 Пример: G20 Цикл продольного точения
Пример: G20 Цикл продольного точения
| G20 цикл продольного точения Формат: N… G20 X(U)… Z(W)… F… (прям) Или N… G20 X(U)… Z(W)… R… F… (конус) X(U), Z(W)…абсолютные (с приращением) координаты точки профиля К R [мм]………размеры в приращениях для конуса по оси Х с направлением (+/-) Примечания: • Данный цикл является модальным, и отменяется командой G из той же группы. • Для последующих кадров, необходимо программировать только измененные координаты (см. пример) • Отрицательный параметр конуса (-R) определяет конус, как показано на чертеже. N100 G91 …… N110 G20 U-4 W-66 F0.18 N115 U-8 N120 U-12 N125 U-16 N130 G00 …. |
 Цикл нарезания прямой резьбы Цикл нарезания прямой резьбы
 Цикл нарезания конической резьбы
Цикл нарезания конической резьбы
| G21 Цикл нарезания резьбы Формат N… G21 X(U)… Z(W)… F… (прямая) Или N… G21 X(U)… Z(W)… R… F… (коническая) F ………шаг резьбы (мм) R (мм) …….Инкрементные размеры конуса в Х с направлением (+/-) Примечания: • Данный цикл является модальным, и отменяется командой G из той же группы. • Для последующих кадров, необходимо программировать только измененные координаты (см. пример) • Отрицательный параметр конуса (-R) определяет конус, как показано на чертеже. |
 Цикл торцевой обработки без конуса
Цикл торцевой обработки без конуса
 Цикл торцевой обработки с отрицательным R конуса
Цикл торцевой обработки с отрицательным R конуса
| G24 Цикл торцевой обработки Формат: N… G24 X(U)… Z(W)… F… (прямой) Или N… G24 X(U)… Z(W)… R… F… (конус) R (мм) …….Инкрементные размеры конуса в оси Z Примечания: • Данный цикл является модальным, и отменяется командой G из той же группы. • Для последующих кадров, необходимо программировать только измененные координаты (см. пример). • Отрицательный параметр конуса (-R) определяет конус, как показано на чертеже. |
| G28 Возврат к базовой точке Формат: N… G28 X(U)… Z(W)… X, Z…..Абсолютные промежуточные координаты U, W….. Промежуточные координаты с приращением Команда G28 используется для подвода к базовой точке через промежуточную позицию (X(U), Z(W)). Сначала перемещение в X(U) и Z(W), затем перемещение в базовую точку. Оба движения выполняются при помощи G00. Сдвиг нулевых точек с использованием G92 отменяется. |
 Особенности нарезания резьбы
Особенности нарезания резьбы
| G33 Цикл нарезания резьбы Формат N… G33 X(U)… Z(W)… F… F ………шаг резьбы (мм) Возможность выполнения прямой, конической или винтовой резьбы. Т.к. нет автоматического возврата к исходной точке, предпочтительнее множественный цикл нарезания резьбы (G78). Возможно также использование программ обработки, типа накатка. Примечания: • При нарезании конусной резьбы, шаг резьбы должен определяться большим значением по оси Х или Z. • Возможно непрерывное нарезание резьбы (множественные резьбы) |
Дата добавления: 2015-10-31; просмотров: 327 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Ввод программы | | | Траектории инструмента с активированной/отмененной коррекцией на радиус инструмента |