|
Читайте также: |
Одним из важнейших требований, предъявляемых к упаковке, является защита таблеток от воздействия света, атмосферной влаги, кислорода воздуха, микробного обсеменения. Применение оптимальной упаковки является основным путем предотвращения снижения качества таблетированных препаратов при хранении.
В настоящее время применяют следующие виды упаковки таблетированных лекарственных форм: контурная упаковка (ячейковая и безъячейковая); стеклянные банки и флаконы; трубки и металлические пеналы; картонные конвалюты.
Контурная ячейковая упаковка получила наибольшее распространение, имеет привлекательный внешний вид, удобна при приеме лекарственного препарата.
Она состоит из двух основных элементов: пленки, из которой термоформованием получают ячейки, и термосвариваемой или самолриклеивающейся пленки, которой заклеивают ячейки после заполнения их таблетками. В качестве термоформируемой пленки чаше всего применяется жесткий непластифицированный или слабопластифицированный поливинилхлорид (ПВХ). Пленка из ПВХ хорошо формуется и термосклеивается с различными материалами (фольгой, бумагой, картоном, покрытыми термолаковым слоем). Это наиболее распространенный материал, используемый для упаковки негигроскопических таблеток. Покрытие пленки из ПВХ поливиниллиденхлоридом или галогенирован-ным этиленом уменьшает газо- и паропроницаемость; ламинирование ПВХ полиэстером или нейлоном применяется для получения ячейковой упаковки, безопасной для детей. Для гигроскопических лекарственных препаратов рекомендуется использовать полипропилен, но он более жесткий, труднее поддается формованию, чем ПВХ. В качестве пленки, предназначенной для закрывания ячеек, чаще используют алюминиевую фольгу. С внутренней стороны она покрыта клеем или термосклеивающейся пленкой, а с наружной - лаком. Алюминиевая фольга непроницаема для паров воды и газов, хорошо предохраняет препараты от проникновения запахов.
В ЛНПО «Прогресс» разработано и серийно выпускается несколько видов машин для упаковки таблеток в полимерную пленку и фольгу, Машины имеют примерно одинаковый принцип работы: формуют в термопластичной пленке ячейки, в которые укладывают таблетки, затем термосклеивают пленку с фольгой, наносят методом тиснения серию и срок годности лекарственного препарата, вырубают готовые упаковки и измельчают отходы.
Отличаются эти машины способом формования термопластичной пленки. Существуют непрерывный и циклический способы. В автоматах при непрерывном формовании (рис. 9.32) пленка (1) непрерывно поступает на вращающийся барабан для вакуумного формования (2), где сначала разогревается инфракрасным или электрическим нагревателем (3) до пластичного состояния, а затем с помощью вакуума присасывается к ячейкам барабана, принимая необхош мую форму. Далее происходит загрузка обрп:nh.in шихся ячеек таблетками, поступающими из емкости (4). Затем пленка сверху покрывается алюминиевой фольгой, сматываемой с рулона (7), и с помощью двух барабанов термосклейки - холодного (5) и горячего (6) склеивается с ней. Полученная лента с таблетками вырубается на штампе (8). Готовые упаковки по лотку сходят с автомата, а оставшаяся вырубленная лента сматывается в рулон (9), который удаляется из машины.
При циклическом формовании (рис. 9.33) в автомате пленка (1) движется периодически за счет петлеобразного устройства (2) при непрерывном ее сматывании с барабана и поступает в узел нагрева (3). Далее разогретая пленка перемещается в узел, состоящий из пресса, несущего матрицу (4) и камеру с пуансонами (5). Процесс формования заключается в следующем: камера смыкается с матрицей, пленка при этом зажимается по периметру. Если форма ячеек достаточно глубока и сложна, то вначале ячейки продавливаются механическими пуансонами, а затем в камеру поступает сжатый воздух, обжимающий пленку по стенкам матрицы и придающий ей окончательную форму. Матрица постоянно охлаждается водой. Пленка при соприкосновении с ней остывает, сохраняя полученную форму. В следующем цикле из бункера (6) ячейки пленки загружаются таблетками. Пленка покрывается фольгой или бумагой, сматываемой с бабины (9) и термосклеивается с ней на прессе термосклейки между верхней горячей (8) и холодной (7) плитами. Нижняя плита поддерживает пленку только в местах склейки. Затем из полученной ленты вырубаются на прессе (10) упаковки. Лента протягивается грейфером (11). Отходы аналогично первой схеме сматываются в рулон (12) и затем удаляются. Вырубленные упаковки подаются на транспортер (13) и выводятся из автомата.
Контурная безъячейковая упаковка представляет собой двойную ленту термически склеенную в виде решетки, в непроклеенных местах которой находятся упаковываемые таблетки. Материалом для этой упаковки служит целлофан, покрытый термосклеивающимся лаком и ламинированная пленка. Для упаковки таблеток в двухслойную целлофановую ленту используются автоматы двух типов: А1-АУЗ-Т и А1-АУ4-Т. Производительность автоматов 615 - 1000 таб/мин при ширине ленты 50-60 мм. Размер таблеток: диаметр не более 12 мм, толщина составляет 4 мм. Вторая модель отличается от первой наличием устройства для подсчета числа упаковок. Автомат модели А1-АУ2-Т (рис. 9.34) работает следующим образом. Таблетки из вибропитателя, состоящего из бункера и цилиндрической камеры, по наклонным направляющим подаются на дистанционное устройство, с помощью которого укладываются на нижнюю целлофановую ленту в два ряда с определенным шагом. Целлофановая лента через систему направляющих роликов поступает с бобинодержателей. Сверху накладывается лента со второго бобинодержателя. Проходя между нагретыми барабанами целлофановые ленты непрерывно свариваются и затем отрезаются ножницами с определенным количеством таблеток в упаковке. Следует отметить, что как контурная ячейковая, так и безъячейковая упаковки не обеспечивают полной герметичности.

Рис. 9.32. Принцип работы автомата непрерывного формования для упаковки таблеток
в полимерную пленку и фольгу.
Объяснение я тексте.
Упаковка таблеток в стеклянную тару (флаконы, банки, трубки и т.д.) обеспечивает герметичность упаковки. Стекло является наиболее нейтральным.материалом и в ряде случае предпочтительным или единственно допустимым.
Существующие конструкции автоматов для фасовки таблеток во флаконы, банки, трубки подразделяются на автоматы с механическим и электронным отсчетом таблеток. В автоматах с механическим отсчетом отбор таблеток из бункера производится жесткими механическими элементами (транспортером с ячейками или вертикальными трубками), настроенными на строго определенные размеры. Изменение размера таблеток или их количества, фасуемых в один флакон, требует переналадки автомата.

Рис. 9.33. Принцип работы автомата циклического формования.
Объяснение в тексте.
В автоматах с электронным отсчетом луч фотоэлемента пересекает поток таблеток, создаваемый вибролотком или вращающимся столом. Так как движение таблеток в таких автоматах по скорости нестабильно, то время заполнения флаконов колеблется в значительных пределах. Поэтому в автоматах с таким принципом работы на каждый поток устанавливается фотодатчик и электронный счетчик. Обычно одновременно заполняются два флакона.
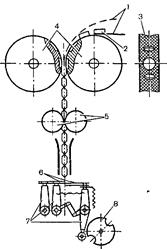
Рис. 9.34. Принцип работы автомата для упаковки таблеток в безъячейковую упаковку (модель А1-АУ2-Т).
I - целлофановые ленты; 2 - таблетка; 3 - рифленая поверхность сваривающих барабанов, 4 - сваривающие барабаны:
5 - направляющие ролики; 6 - ножницы, 7 - рычажная система привода ножниц; 8 - кулачок.
Номенклатура таблеток включает около 450 наименований. Выпускают таблетки сульфаниламидных веществ, антибиотиков, гормонов, анальгезирующих, противовоспалительных и других групп лекарственных веществ.
Контрольные вопросы
1. Что такое таблетки как лекарственная форма?
2. Укажите основные группы вспомогательных веществ, tic-пользуемых в таблеточном производстве.
3. В каких случаях в производстве таблеток применяют разбавители?
4. Объясните назначение связывающих веществ. Б каких случаях применяют сухие связывающие вещества?
5. Что такое разрыхляющие вещества? На какие группы они подразделяются по механизму действия?
6. Приведите примеры вспомогательных веществ, вызывающих разрушение таблетки за счет их набухания.
7. Укажите назначение скользящих веществ. На какие условные группы их делят?
8. С какой целью в таблеточном производстве используется крахмал и к каким гр\ппам вспомогательных веществ его можно отнести?
9. С какай целью в таблеточном производстве применяют сахар?
10.В чем сущность процесса гранулирования и с какой целью порошкообразные вещества перед т аблетированием подвергают гранулированию?
11.Назовите способы гранулирования, применяемые в таблеточном производстве и их отличительные особенности.
12.Объясните принцип влажного гранулирования. Какими способами оно осуществляется?
13.Что такое сухое гранулирование, как оно осуществляется и в каких случаях применяется?
14.Какие способы гранулирования являются технически более совершенными и перспективными. Чем это можно объяснить?
15.Что такое обкатка гранул н с какой целью она проводится?
16.Какие лекарственные вещества могут таблетироваться без гранулирования?
17.Как можно улучшить технологические свойства порошков и осуществить прямое прессование?
18.Назовите основные узлы РТМ и объясните принцип ее работы.
19.Что представляет собой таблеточная машина двойного прессования?
20.Объясните назначение покрытий, наносимых на таблетки.
21.Укажите покрытие, наносимое на таблетки способом наращивания (дражирования) и перечислите стадии этого процесса.
22.В чем заключается сущность и преимущества метода дражи-рования с использованием суспензий?
23.Что такое пленочные покрытия? Как они подразделяются в зависимости от растворимости?
24.Приведите примеры веществ, образующих пленочные покрытия, растворимые в кишечном соке,
25.Какими способами наносят пленочные покрытия на таблетки?
26.Что такое прессованное покрытие?
27.Как получают многослойные таблетки?
28.Что такое каркасные таблетки и какими способами их получают?
29.Что представляют собой тритурационные таблетки и из каких стадий складывается процесс их получения?
30.Укажите основные показатели, определяющие качество таблеток.
31.Как определяется средняя масса таблетки и какие отклонения от средней массы допускаются в отдельных таблетках?
32.Укажите пределы допустимых отклонений в содержании действующих веществ в таблетках.
33.Какой должна быть прочность таблеток? Как ее оценить?
34.Как определяется распадаемость таблеток? Какие требования в отношении распадаемости предъявляет ГФ к таблеткам, непокрытым и покрытым оболочкой?
35.Какие требования в отношении распадаемости предъявляет ГФ к таблеткам с покрытием, растворимым в кишечнике?
36.Назовите факторы, влияющие на биологическую доступность действующих веществ в таблетках.
37.Укажите требования, предъявляемые ГФ, в отношении растворения действующих веществ из таблеток. Опишите способ определения.
Глава 10
ДРАЖЕ (DRAGAE). ГРАНУЛЫ (GRANULAE)
ДРАЖЕ
Драже (франц. Dragae) - твердая дозированная лекарственная форма для внутреннего применения, получаемая путем многократного наслаивания лекарственных и вспомогательных веществ на сахарные гранулы (крупинки).
Драже имеют правильную шаровидную форму. Масса их колеблется в пределах от 0,1 до 0,5 г. В виде драже можно выпускать трудно таблетируемые лекарственные вещества. Драже позволяет скрыть неприятный вкус лекарственных веществ, уменьшить их раздражающее действие, предохранить от воздействия внешних факторов. Однако в этой лекарственной форме трудно обеспечить точность дозирования, распадаемость в требуемые сроки, быстрое высвобождение лекарственных веществ. Драже не рекомендуются детям. В связи с этим эта лекарственная форма не относится к числу перспективных.
Промышленное производство осуществляется в дражировочных котлах (обдукторах) различных конструкций, принцип работы которых описан в главе 9. При этом применяются те же стадии технологического процесса, что и при покрытии таблеток дражировочными оболочками. Но в отличие от таблеток вся масса драже образуется путем наслаивания смеси лекарственных и вспомогательных веществ на сахарные гранулы, которые получают с кондитерских фабрик. Гранулы просеивают через соответствующее сито с расчетом, чтобы в 1 г их содержалось около 40, загружают во вращающийся котел и производят последовательное наращивание до тех пор, пока не израсходуются все материалы. Затем некоторое время котел вращают без наращивания и получают драже с блестящей гладкой поверхностью. В качестве вспомогательных веществ применяют сахар, крахмал, пшеничную муку, магния карбонат основной, этилцеллюлозу, ацетилцеллюлозу, NаКМЦ, тальк, гидрогенизированные жиры, кислоту стеариновую, какао, шоколад, пищевые красители и лаки. Для защиты лекарственного вещества от действия желудочного сока драже покрывают оболочкой, при этом применяют те же вещества, что и при получении таблеток с покрытиями, растворимыми в кишечнике. Нередко им придают определенную окраску в зависимости от дозы или лекарственного вещества. Например, драже, содержащие 0,025 г пропазина, окрашивают в голубой цвет, а 0,05 г - в зеленый.
Контролируют качество по внешнему виду на основании осмотра 20 драже. Они должны быть правильной шарообразной формы, с ровной и гладкой поверхностью, массой не более 1,0 г±10%. Допустимые отклонения в содержании лекарственных веществ нормируются в частных фармакопейных статьях. Испытание распадаемости проводят ежегодно согласно фармакопейной статье «Таблетки» (приложение 3). Время распадания не должно превышать 30 мин. При необходимости проводят испытание на растворение, как указано в приложении 4 к статье «Таблетки».
Драже должны выпускаться в стеклянных или пластмассовых флаконах (банках) с навинчивающимися крышками, предохраняющими их от воздействия внешней среды и обеспечивающими стабильность в течение установленного срока годности.
Номенклатура драже включает свыше десяти наименований, чаще всего в такой форме выпускают витамины: например: «Ундевит», «Гексавит», «Ревит».
Драже «Ундевит» (Dragee «Undevitum»). Состав: ретинола ацетата 0,001 г (3300 ME), тиамина хлорида 0,002 г, рибофлавина 0,002 г, пири-доксина гидрохлорида 0,003 г, цианкобаламина 0,000002 г, никотинамида 0,05 г, рутина 0,01 г, токоферола ацетата 0,01 г, кислоты фолиевой 0,0005 г, кальция пантетоната 0,003 г, кислоты аскорбиновой 0,075 г.
Выпускают в упаковке по 50 штук.
Драже «Гексавит» (Dragee «Hexavitum»). Состав: ретинола ацетата 0,00172 г (5000 МЕ), тиамина хлорида 0,002 г, рибофлавина 0,002 г, никотинамида 0,015 г, пиридокснна гидрохлорида 0,002 г, кислоты аскорбиновой 0,07 г.
Выпускают в упаковке по 20, 40, 50 и 100 штук. Производят таблетки «Гексавит» того же состава, покрытые оболочкой.
Драже «Ревит» (Dragee «Revitum»). Состав: ретинола ацетата 0,00086 г (2500 ME), тиамина хлорида 0,001 г, рибофлавина 0,001 г, кислоты аскорбиновой 0,035 г.
Драже оранжевого цвета выпускают по 50 или 100 штук в банках оранжевого стекла. Производят таблетки «Ревит» того же состава, покрытые оболочкой.
Широкое применение находят драже аминазина, пропазина, диазолина.
Драже аминазина (Dragee Aminazini) по 0,025; 0,05 и 0,1 г выпускают в банках из темного стекла по 50 штук.
Драже пропазина (Dragee Propazini) выпускают по 0,025 и 0,05 г в банках из темного стекла по 50 штук. Аминазин и пропазин производятся в виде таблеток того же состава, покрытых оболочками.
Драже диазолина (Dragee Diazolini) по 0,05 и 0,1 г выпускают в банках из темного стекла по 20 и 50 штук.
ГРАНУЛЫ
Гранулы (от лат. Graula – зерно) - лекарственная форма для внутреннего применения в виде крупинок круглой, цилиндрической или неправильной формы, содержащих смесь лекарственных и вспомогательных веществ.
При помощи гранул можно совместить реагирующие между собой ингредиенты, скрыть их неприятный вкус, повысить устойчивость к воздействию влаги и других факторов внешней среды. Они, как правило, характеризуются хорошей распадаемостью и биологической доступностью, их легко проглотить. Это дает возможность применять их в педиатрической практике.
При производстве гранул и покрытии их оболочками используются процессы, принятые в таблетиро-вании и применяются те же вспомогательные вещества.
В качестве примера приводим состав и технологию гранул уродана.
Уродан (Urodanum). Состав: пиперазина 2,5 части, гексаметилентетрамина 8 частей, лития бен-зоата 2 части, натрия бензоата 2,5 части, динатрия фосфата обезвоженного 10 частей, натрия гидрокарбоната и кислоты виннокаменной по 37,5 частей.
Все ингредиенты предварительно высушивают, просеивают через сито с отверстиями 0,6 мм, добавляют и смешивают в следующем порядке: лития бензоат, натрия бензоат, пиперазин - 10 мин; гексаметилен-тетрамин - 15 мин; динатрия фосфат - 20 мин, натрия гидрокарбонат и кислоту виннокаменную - 25 мин. После анализа к смеси добавляют 30 частей по объему 96% этанола до получения однородной пластической массы, которую гранулируют и высушивают при температуре 70-80°С до полного исчезновения запаха этанола. Расфасовывают во флаконы по 100,0 г.
Контроль качества проводят согласно общей статье «Гранулы» и частным статьям. Они должны быть однородны по окраске, размеру, определяемому с помощью сита (0,2-3,0 мм), отклонение в размере частиц не должно превышать 75%. Для определения содержания лекарственных веществ берут навеску не менее 1,0 г растертых гранул, допустимое отклонение - ±10% (если нет других указаний в частных статьях). Определение распадаемости проводят из па-вески 0,5 г, согласно фармакопейной статье «Таблетки» (приложение 3) с использованием сетки с размером отверстий 0,5 мм. Время, в течение которого таблетки распадаются, должно быть указано в частных статьях.
При отсутствии таковых оно должно составлять не более 15 мин. При необходимости приводят испытание на растворение в соответствии со статьей «Таблетки» (приложение 4).
Гранулы должны выпускаться в полиэтиленовых пакетах, стеклянных банках с навинчивающимися пластмассовыми крышками, предохраняющими от внешних воздействий и обеспечивающими стабильность в течение установленного срока годности. В домашних условиях препараты дозируют ложками, стаканчиками. Некоторые препараты выпускают в пакетах с разовой дозой.
Гранулы хранятся в сухом, и если необходимо, прохладном, защищенном от света месте.
Номенклатура включает гранулы нескольких наименований. Помимо уродана, описанного выше, широкое применение нашли гранулы плантаглюцида, глицерофосфата, ретинола ацетата, оразы, «Флакарбин», этазол-натрия для детей.
Гранулы плантаглюцида (Granulae Planta-glucidi) выпускаются во флаконах по 50,0 г.
Гранулы глицерофосфата (Granulae Glycerophosphates) выпускают в полиэтиленовых пакетах по 100,0 г и для одноразового приема.
Гранулы ретинола ацетата (Granulae Reti-noli acetatis) по 300 000 ME или 500 000 ME в 1,0 г.1
Гранулы оразы (Granulae Orazi) выпускают по 100,0 г во флаконе.
Гранулы «Флакарбин» (Granulae „Flacarbi-num»)-по 35,0 и 100,0 г в стеклянных банках.
Гранулы этазол-натрия для детей (Granulae Aethazoli-natrii pro infantibus) - no 60,0 г во флаконах; перед приемом растворяют в свежекипяченной воде при +30-40°С, уровень воды доводят до метки 100 мл.
Контрольные вопросы
1. Что представляют собой драже и i ранулы как лекарственные формы? Оцените их перспективность. Дайте определение.
2. Из чего состоит процесс получения драже и гранул?
3. Какие вспомогательные вещества применяются в производстве драже и гранул?
4. По каким показателям контролируется качество драже и гранул?
5. Назовите препараты, выпускаемые в виде драже и rpaiiwi.
Глава 11
КАПСУЛЫ (CAPSULAE). МИКРОКАПСУЛЫ (MICROCAPSULE)
КАПСУЛЫ
Капсулы (от лат. capsula - футляр, оболочка, коробочка) - дозированная лекарственная форма, состоящая из лекарственного средства, заключенного в оболочку. Чаще они предназначаются для приема внутрь, реже для ректального, вагинального и других способов введения. За последние годы эта лекарственная форма получила широкое распространение, что объясняется рядом ее особенностей: точность дозирования, лекарственные вещества защищены от воздействия света, воздуха, влаги, в некоторых случаях исключается их неприятный вкус и запах. Капсулы имеют хороший внешний вид и легко проглатываются, способны быстро набухать, растворяться и всасываться в желудочно-кишечном тракте, характеризуются высокой биологической доступностью. Производство их почти полностью механизировано или автоматизировано. Недостатки капсул связаны с гигроскопичностью желатина, из которого в основном производят оболочки.
Различают два типа капсул: твердые с крышечками (capsulae durae operculatae, от лат. operculum - крышка) и мягкие, с цельной оболочкой (capsulae molles).
Твердые капсулы предназначены для дозирования сыпучих порошкообразных и гранулированных веществ. Они имеют форму цилиндра с полусферическими концами и состоят из двух частей: корпуса и крышечки; обе части должны свободно входить одна в другую, не образуя зазоров, иногда за счет специальных канав и выступов для обеспечения «замка», В зависимости от средней вместимости их выпускают восьми размеров от «ООО» (наибольшего) до «5» (наименьшего).
| Номер | ||||||||
| Средняя вместимость капсулы, мл | 1,37 | 0,95 | 0,68 | 0,50 | 0,37 | 0,30 | 0,21 | 0,13 |
Мягкие капсулы обычно имеют сферическую, яйцевидную, продолговатую или цилиндрическую форму с полусферическими концами и бывают различных размеров, вместимостью до 1,5 мл, со швом или без шва. В них капсулируют жидкие и пастообразные лекарственные вещества. Капсулы вместимостью 0,1-0,2 мл, наполненные маслянистыми жидкостями, называют иногда «жемчужины» или перлы (perlae gelatinosae), а с удлиненной шейкой - тубатины (tubatinae), из которых легко выдавить содержимое, отрезав кончик шейки (предназначаются для детей).
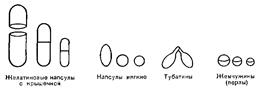
Рис. 11.1. Виды желатиновых капсул.
Виды желатиновых капсул представлены на рис. 11.1. Качество капсул во многом определяется пленкообразователями, которых в настоящее время насчитывается свыше 50: желатин, зеин, жиры, парафин, МЦ, ЭЦ, полиэтилен, нейлон, ПВХ и др. Основным сырьем для получения капсул является желатин.
Дата добавления: 2015-10-28; просмотров: 550 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| ОЦЕНКА КАЧЕСТВА ТАБЛЕТОК (БРАКЕРАЖ) | | | Получение оболочек - формирование капсул |