Читайте также:
|
Этот вид упрочнения резко повышает усталостную прочность деталей и уничтожает чувствительность высокопрочных сталей к поверхностным концентраторам напряжений путём пластической деформации поверхностных слоев, что создаёт в них высокие напряжения сжатия и повышает предел выносливости поверхностных слоев.
Зона увеличения твердости проникает на глубину 0,1-3 мм.
Долговечность деталей повышается в 1,5–2 раза.
При ремонтных работах в качестве основных методов упрочнения деталей поверхностной пластической деформацией применяют обкатку и дробеструйное упрочнение.
Обкатка осуществляется стальными роликами. Скорость подачи роликов 0,2-0,8 мм за один оборот. Кол-во проходов не более 3-4, чтобы не допустить перенаклёпа.

а)
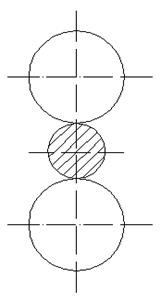

б) в)
а) одним роликом; б) двумя; в) тремя
Рисунок 16.1 – Поверхностное упрочнение методом обкатки
Дробеструйное упрочнение осуществляется путём наклёпа поверхности готовой детали потоком дроби, подаваемой специальным дробомётом, работающим от сжатого воздуха или от механического привода. Такой обработке подвергаются закаленные стальные детали, работающие в условиях знакопеременных нагрузок (рессоры, пружины, зубчатые колеса). Твердость после обработки увеличивается на 20-40 %, долговечность возрастает вдвое. Для наклёпа применяется чугун, реже стальная дробь диаметра 0,4-2 мм. Скорость полета дроби 50-70 м/с. Длительность обработки от нескольких секунд до нескольких минут.
Поверхностный наклёп (обкатка, дробеструйка) применяется для коленчатых валов, шестерен, цапф, шатунов и др. деталей из чугуна, стали и цветных металлов.
Дата добавления: 2015-09-04; просмотров: 58 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Покрытие поверхностей трения износостойкими материалами | | | Разборка ремонтируемых машин |