|
Читайте также: |
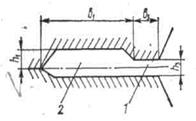
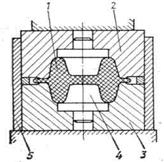 штамп для открытой штамповки
Рисунок -5
штамп для открытой штамповки
Рисунок -5
|
|
 формы и размеров тела. Осуществляют с помощью специального инструмента — штампа.
формы и размеров тела. Осуществляют с помощью специального инструмента — штампа.
Оптимальным считается процесс штамповки, обеспечивающий минимальный отход металла в заусенец при полном оформлении гравюры штампа и минимальном усилии деформирования.
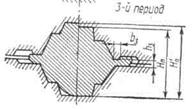
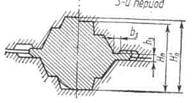
Процесс формоизменения заготовки в ручье штампа при объемной штамповке осаживанием может быть разделен на три характерных периода (фазы).
В течение первого периода происходит осадка исходной заготовки.
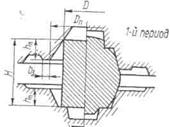
Рисунок -6
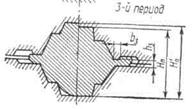
Второй период штамповки, который играет главную роль при формировании детали (поковки), характеризуется частичным истечением металла в заусенец
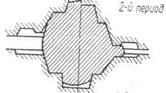
Рисунок -7
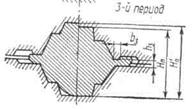
Третий период характеризуется вытеснением избыточного объема металла в заусенец.
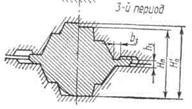
Рисунок -8
В общем случае при отсутствии нагрева объем заготовки Wзаг является сум мой объема поковки Wn и объема металла, идущего в заусенец W3:
W3ar=Wn+W3,
Wз = ωF3.KПп
ω - коэффициент заполнения; Fзк — площадь поперечного сечения канавки для заусенца; Пп — периметр поковки по плоскости разъема.
Заусенец, образующийся вокруг полости ручья, оказывает большое влияние на процесс деформирования. От него зависят размеры исходной заготовки и взначительной степени обусловливаются размеры молота или усилие пресса.
|
заусенечная конавка молотового штампа
рисунок-9
Магазин выполняет роль компенсатора избытка материала заготовки.
Мостикспособствует боковому подпору материала, необходимого для полного заполнения гравюры штампа.
Таблица 4
| объёмная штамповка | |||||
| заготовка до штамповки | усилие | заготовка после штамповки | заусенец | ||
| d, мм | h, мм | кН | dmax, мм | dmin, мм | h, мм |
|
|
|

|
|
|
|
|
Дата добавления: 2015-08-17; просмотров: 82 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Осадка. | | | На выполнение дипломной работы |