|
Читайте также: |

|
| Вентилирование форм |
|
Ь)
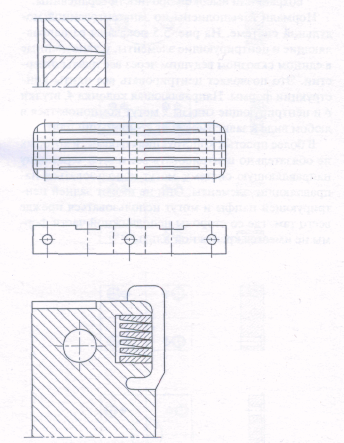
Рис. 3.10
а — вентиляционный шлиц у литьевых форм b — вентиляционные пластины
В особенности при высоких скоростях заполнения формы необходимо обеспечивать эффективную вентиляцию полости литьевой формы. Недостаточное вентилирование не только замедляет процесс заполнения формообразующей полости, но может привести к ее неполному заполнению или возникновению на изделиях местных пригаров. Вентиляционные шлицы наносятся на поверхности разъема формы в местах линий стыка. Хорошо зарекомендовали себя плоские каналы глубиной 0,01—0,02 мм и шириной 3 мм. В более глубокие канал во время процесса впрыска проникает расплав, который затем при извлечении детали может остаться как тонкая пленка в вентиляционном шлице и заблокировать его.
Направляющие отверстия для размещения головки выталкивателей также действуют как вентиляционные шлицы. Эти отверстия особенно эффективны для «секционных» полостей. Для вентилирования полостей в виде карманов или лабиринтов без отверстий и выталкивающих штифтов используют вентиляционные штифты или пластины (ламели) (например в форме для изготовления транспортировочных ящиков). В особых случаях применяются вставки из порошкового металла.
Как и прежде непосредственно перед подачей в формы расплава рекомендуется проводить вакууми-рование их полостей, однако, до сегодняшнего дня в этом вопросе нет единого мнения1.
________________________
1 Более подробно вопрос вентилирования форм рассмотрен в книге: Г. Менгес, В. Микаэли, Л. Морен. Как делать литьевые формы. / Пер. с англ, под редакцией В. Г. Дувидзона и Э. Л. Калинчева. — СПб.: Профессия, 2007.
Дата добавления: 2015-08-17; просмотров: 71 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Нормали для конструкции формы | | | Литьевая форма с нормализованными плитами а |