Читайте также:
|
|
Сосуд для работы под высоким давлением имеет вес 325 г. Из-за требуемых механических характеристик и размерной стабильности был выбран материал RILSANZM. В табл. 2.1 приводятся параметры переработки при изготовлении изделия на литьевой машине с массой впрыска 1 кг.
Таблица 2.1. Параметры переработки материала RILSAN 2Мдля изготовления сосуда для работы под высоким давлением
| Параметр | Значение |
| Температура расплава, °С | |
| Температура формы: в месте впрыска, °С | |
| в месте выталкивателя, °С | |
| Давление впрыска, бар | |
| Давление выдержки, бар | |
| Время впрыска, с | |
| Время охлаждения, с |
В табл. 2.2 приведены значения усадки изделия при средней толщине стенки в 4 мм.
Таблица 2.2. Значение усадки сосуда для работы под высоким давлением
| 0, | 02 | 0., | ', | Ь | !, | ||
| Базовая плоскость, мм | 84,7 | 82,8 | 81,0 | 45,0 | |||
| Усадка, % | 1.5 | 1,4 | 1,4 | 0,6 | 0,1 | 0,1 | 0,1 |
Втулка подшипника весом в 12 г изготавливалась на литьевой машине с объемом впрыска 30 см3. Так как речь идет о конструкционном элементе в системе опор, к изделию предъявлялись особые требования: высокая износостойкость и размерная стабильность. В качестве материала был выбран материал RILSAN марки BMN Y BZ TL, заменивший бронзу. Параметры переработки материала приведены в табл. 2.3, а значения усадки в табл. 2.4.
Таблица 2.3. Параметры переработки материала RILSAN BZ 71-Для изготовления втулки подшипника
| Параметр | Значение |
| Температура расплава, °С | |
| Температура формы, °С | |
| Давление впрыска, бар | |
| Давление выдержки, бар | |
| Время впрыска, с | |
| Время охлаждения, с |
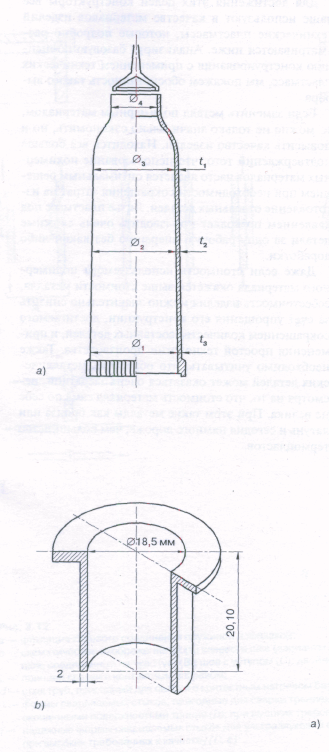
Рис. 2.13
а — сосуд для работы под высоким давлением;
b — втулка подшипника Таблица 2.4. Значения усадки втулки подшипника
| Усадка, % | 018,5мм | Л = 20,10 |
| Перед термической обработкой при 140°С | 1,08 | 1,08 |
| После термической обработки при 140°С | 1,6 | 1,09 |
Дата добавления: 2015-08-17; просмотров: 108 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Цели функционально-стоимостного анализа | | | Крышка корпуса подшипника |