Читайте также:
|
Механизированная сварка плавящимися электродами в среде защитных газов (MIG) преимущественно применяется при стационарном изготовлении конструкций с большим количеством швов малой длины.
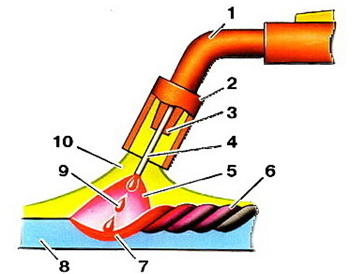
Рисунок.4.1-Схема процесса механизированной сварки в среде защитных газов.[3]
1-горелка, 2-сопло, 3-токоподводящий наконечник, 4-электродная проволока, 5-сварочная дуга, 6-сварочный шов, 7-сварочная ванна, 8-основной металл, 9-капли электродного металла, 10-газовая защита.
Механизированная сварка плавящимися электродами в среде защитных газов(MIG) (рисунок 4.1) - процесс сварки, при котором электродная проволока подается с постоянной скоростью в зону сварки и одновременно в эту же зону поступает углекислый газ, аргон или другой газ, который обеспечивает защиту расплавленного или нагретого электродного и основного металлов от вредного воздействия окружающего воздуха. Защитный газ при этом подается из баллона через редуктор.[7]
Кромки свариваемого изделия расплавляются дугой, горящей между изделием и плавящейся электродной проволокой, непрерывно поступающей в дугу и служащей одновременно присадочным материалом. Дуга расплавляет проволоку и кромки изделия, образуя сварочную ванну. Дуга, металл сварочной ванны, плавящийся электрод и кристаллизующийся шов защищены от воздействия воздуха газом, подаваемым в зону сварки горелкой. По мере перемещения дуги сварочная ванна кристаллизуется, образуя сварной шов.[3]
Формирование сварочного шва (рисунок 4.2) происходит следующим образом: под действием тепловых потоков от анодного(катодного) пятна дуги и от окружающих дугу горящих газов основной металл расплавляется и под действием давления дуги оттесняется в заднюю(хвостовую) часть ванны. Это перемещение жидкого металла имеет гидродинамическую природу и в сварочной ванне всегда существует полуволна жидкого металла.[5]
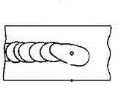
Рисунок.4.2-Формирование сварочного шва.[6]
Гребень этой полуволны фиксируется в задней части ванны фронтом кристаллизации. В сварочной ванне при больших токах потоки жидкого металла способны создавать вихри.[5]
В процессе первичной кристаллизации металла шва получаются столбчатые кристаллы с неоднородным химическим составом. При аллотропическом превращении железа кристаллы распадаются, и образуется структура, состоящая из зерен феррита и перлита. Происходящее в результате кристаллизации измельчение зерен оказывает благоприятное влияние на механические свойства металла шва. (рисунок 4.3) 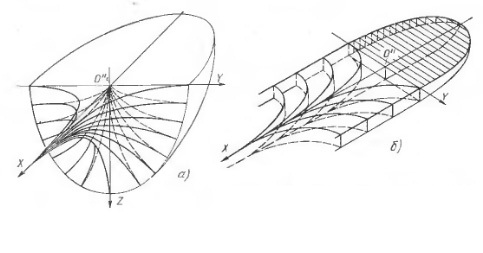
Рисунок.4.3-Траектории роста кристаллитов в сварочной ванне при схемах кристаллизации: а) пространственной; б) плоской.
Участок основного металла, подвергшийся в процессе сварки нагреву до температуры, при которой в нем происходят изменения структуры металла, называют околошовной зоной или зоной термического влияния (ЗТВ) (рисунок 4.4). [6]
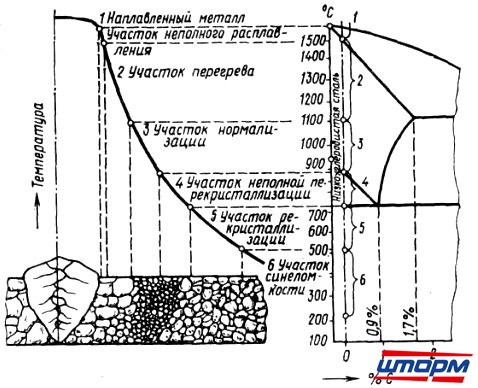
Рисунок.4.4-Зоны термического влияния в сварочном соединении.[6]
Перенос металла через дуговой промежуток (рисунок 4.5) происходит в виде капель или паров. Капли формируются на конце электрода под воздействием силы тяжести, поверхностного натяжения, давления газов, образующихся внутри расплавленного металла. Основными силами, обуславливающими формирование капель электродного металла и перенос его через дуговой промежуток, являются аксиальная сила, возникающая в результате пинч-эффекта, и силы поверхностного натяжения. Расплавленный металл на конце электрода под действием поверхностного натяжения собирается в капли. По мере расплавления электрода капля растет до такого объема, когда ее вес становиться равным силе поверхностного натяжения, и капля отрывается. [4]
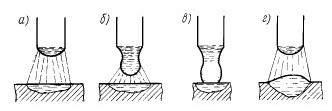
Рисунок.4.5- Процесс переноса металла в дуге при сварке.[6]
Расплавленный металл, взаимодействуя с окружающей средой, поглощает кислород, азот, водород, что существенно сказывается на свойствах металла шва. Азот попадает в зону сварки главным образом из воздуха. Источниками кислорода и водорода является воздух, сварочные материалы (проволока, защитные газы), а также окислы, адсорбированная влага и другие загрязнения на поверхности основного и присадочного металла. Кроме того, кислород, водород и азот могут содержаться в избыточном количестве в переплавляемом металле.
Несмотря на различные способы изоляции расплавленного металла от воздуха (защитные газы), исключить полностью его попадание в зону сварки практически невозможно даже при сварке в вакууме. [3]
В зависимости от свариваемого металла и его толщины в качестве защитных газов используют инертные, активные газы или их смеси. Так же используют электродную проволоку (для защиты от коррозии ее часто покрывают тонким слоем меди) 0,6–3,0 мм с повышенным содержанием кремния и марганца. [2]
Главными достоинствами процесса сварки MIG (по сравнению со сваркой ММА) являются высокая производительность и высокое качество сварного шва. Высокая производительность объясняется отсутствием потерь времени на смену электрода, а также тем, что этот способ позволяет использовать высокий ток сварки.
Еще одним достоинством этого способа сварки является низкое тепло- вложение, особенно при сварке короткой дугой (при сварке с короткими замыканиями), что делает этот способ наиболее подходящим для сварки тонколистового металла, а также для сварки во всех пространственных положениях.
К недостаткам этого процесса по сравнению со сваркой покрытыми электродами можно отнести следующее:
•оборудование более сложное и более дорогое;
•сложнее выполнять сварку в труднодоступных местах, так как горелка, как правило, крупнее электрододержателя и должна находиться близко от зоны сварки, что не всегда возможно;
•более сложная взаимосвязь между параметрами сварки;
•предъявляются более высокие требования к подготовке и очистке кромок;
•более сильное излучение от дуги.
Существуют множество вредных факторов в процессе полуавтоматической сварки в среде СО2 , которые влияют на человека и окружающую среду - это ультрафиолетовое излучение, дымы с продуктами плавления металла, озон, моно оксид углерода (с СО2), диоксид азота, пожаропасность, ожоги, инфракрасное излучение, электрические вредные факторы, фториды, шум.
Дата добавления: 2015-08-10; просмотров: 74 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Оценка свариваемости материала | | | Расчет температурного поля при нагреве движущимся источником тепла с помощью математического пакета MathCAD |