Читайте также:
|
| Эскиз | Размеры элементов, мм | Назначение и особенности выполнения | |||||||||

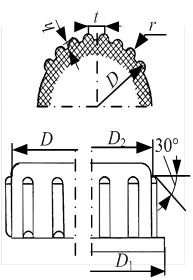
| Рифление поверхности матрицы накаткой роликом | ||||||||||
| t | 1,0 | 1,5 | 2,0 | Для навинчиваемых деталей и ручек управления | |||||||
| h | 0,2–0,3 | 0,3–0,5 | 0,5–0,8 | Торец рифленой поверхности, соответствующий разъему, выполняют фаской или переходом на больший диаметр
 мм. мм.
| |||||||
| a | 60 или 90° | – | |||||||||
| H | 3 h | – | |||||||||
| l | 1,5 | – | |||||||||
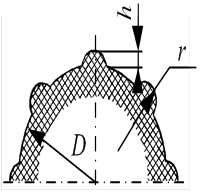
| Рифление поверхности матрицы сверлением | ||||||||||
| D | От 10 до 22 | Св. 22 до50 | Для навинчиваемых деталей и ручек управления | ||||||||
| r | 1,0 | 1,5 | |||||||||
| h | 0,75 | 1,2 | |||||||||
| t | 3–4 | 5–6 | |||||||||
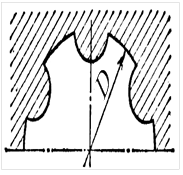
| Рифление поверхности матрицы расточкой | ||||||||||
| D | От 10 до 22 | Св. 22 до 40 | Св. 40 до 60 | Св. 60 до 80 | Для навинчиваемых деталей | ||||||
| r | |||||||||||
| h | 1,5 | 2,0 | 3,0 | 5,0 | |||||||
| Кол-во выступов | |||||||||||
| рифление поверхности матрицы вдавливанием стального эталона | Для ручек управления. Выполняют мощными прессами при удельном давлении 20–30 тс/см3 | |||||||||
При выполнении рифленых поверхностей следует придерживаться также следующих рекомендаций.
На конических и цилиндрических поверхностях недопустимы винтовые или сетчатые рифления.
Ширина ребер должна быть не менее 0,3–0,5,мм, а высота возвышения над базовой поверхностью не должна превышать их ширины.
При рифлении цилиндрической поверхности или поверхности, имеющей съемный уклон, ребра рифления могут иметь съемные уклоны, превышающие уклон базовой поверхности.
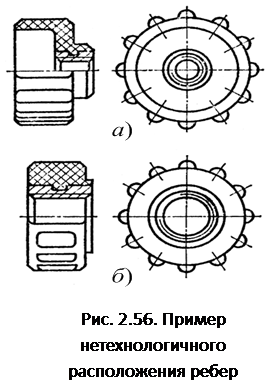 На цилиндрических и конических поверхностях не следует делать сквозных ребер (рис. 2.56, а) (они сложны в изготовлении, легко повреждаются при эксплуатации), а также ребер, занимающих среднюю часть поверхности (рис. 2.56, б); такие ребра можно получить только в разборных матрицах.
На цилиндрических и конических поверхностях не следует делать сквозных ребер (рис. 2.56, а) (они сложны в изготовлении, легко повреждаются при эксплуатации), а также ребер, занимающих среднюю часть поверхности (рис. 2.56, б); такие ребра можно получить только в разборных матрицах.
Наиболее целесообразно на цилиндрических и конических наружных поверхностях применять глухие ребра рифления (рис. 2.57).
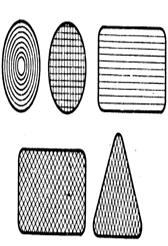
Для плоских поверхностей применяют прямое (параллельное) и сетчатое рифление полукруглого или треугольного сечения. При сетчатом рифлении взаимное пересечение ребер должно быть в пределах 60–90 (рис. 2.58).
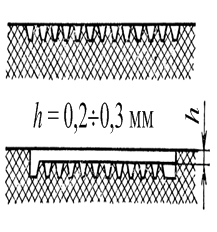
Рифление наружных плоских поверхностей рекомендуется выполнять так, чтобы ребра рифления были заподлицо с плоскостью изделия или несколько ниже (рис. 2.59).

| 
| 
| |
| Рис. 2.58. Примеры рифления плоских поверхностей | Рис. 2.59. примеры рифления наружных плоских поверхностей | ||
| Рис. 2.57. Пример технологичного расположения ребер |
Следует избегать рифлений, выступающих над уровнем плоскости изделия, так как, несмотря на определенные эксплуатационные преимущества перед предыдущими, они служат препятствием при зачистке изделия.
Дата добавления: 2015-07-25; просмотров: 631 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Зависимость длины участка цилиндрической поверхности | | | Надписи на изделиях. |