|
Читайте также: |
Стенд А53 для випробування плунжерних пар на щільність (рис.3.5) використовують після перевірки плунжерної пари на наявність дефектів, по яким бракують плунжерну пару.
Стенд складається із каркаса 1, системи важелів 2 з вантажем на кінці, стола 14 на якому закріплені верхній 20 і нижній 13 корпуси опресовочного пристрою. Вантаж фіксується у верхньому положенні рукояткою 7, а піднімається за допомогою пневмоциліндра 3, шток якого при натисканні на педаль 9 висувається під дією тиску повітря, що надходить із повітряної магістралі, і переміщує важіль 2 вниз, приводячи важільну систему в початкове положення. Час падіння вантажу (гідравлічна щільність) реєструється електросекундоміром 6, який вмикається мікроперемикачем в момент звільнення вантажу при натисканні на рукоятку 7 і вимикається при вдарені вантажу в опору 8. Для перевірки температура приміщення, в якому встановлений стенд, повинна бути в межах 15–250С. Перевіряючу плунжерну пару встановлюють в корпус. На універсальному стенді типу А53 можна перевіряти щільність плунжерних пар ПНВТ всіх дизелів.

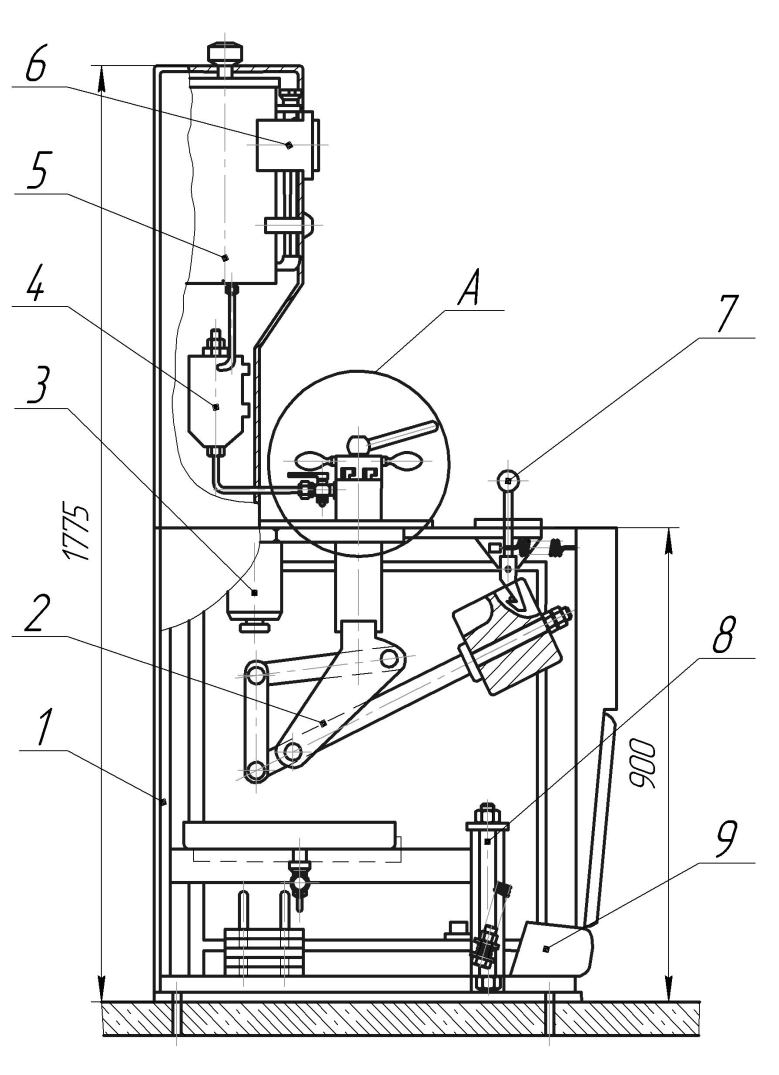
Рисунок 3.5 – Стенд А53 для перевірки плунжерних пар на щільність:
1 – каркас; 2 – важіль; 3 – пневмоциліндр; 4 – фільтри; 5 – паливний бак; 6 – електросекундомір; 7 – рукоятка; 8 – опора; 9 – педаль; 10 – болт; 11 – контргайка; 12 – шток; 13 – нижній корпус; 14 – стіл; 15 – розподільчий кран; 16 – змінна втулка; 17 – кришка; 18 – гвинт; 19 – пробка; 20 – верхній корпус
На стенді встановлений бак 5, із якого опресовочна рідина через фільтр 4 і
кран 15 потрапляє в опресовочний пристрій.
До стенду додаються змінні втулки, шток, вантажі. Перед тим як почати
опресовку плунжерних пар стенд налаштовують на задані параметри і перевіряють по еталонним плунжерним парам. Опресовку плунжерних пар проводимо наступним чином. Вантаж стенда підвішуємо на защіпку рукоятки 7. Перевіряючу плунжерну пару, промиту в чистому дизельному паливі, а потім в опресовочній рідині, монтуємо в змінній втулці 16. Відкриваємо кран 15, наповняємо надплунжерний простір опресовочною рідиною, що надходить з баку 5 через фільтр 4. Потім гільзу закриваємо зверху пробкою 19 за допомогою гвинта 18 з ручкою 7. Через систему важелів шток 12 діє по осі плунжера і переміщує плунжер вверх. При цьому в надплунжерному просторі створюється тиск, під дією якого паливо поступово витісняється через зазори між золотниковою частиною плунжера і гільзою. Час падіння вантажу від верхнього положення до удару в опору 8 фіксується на електросекундомірі. Цей час вважають щільністю плунжерної пари. Кожну плунжерну пару опресовують не менше двох разів.
Перевіряємо гідравлічну щільність кожної плунжерної пари на стенді при зусиллі по осі плунжера (5296±98) кН ((540±10) кгс). При цьому час падіння тягарця стенда повинен бути в межах від 35 до 80 с, допустима гідравлічна щільність для нових плунжерних пар від 15 до 80 с, в експлуатації від 5 до 80 с. Випробування проводитимо на дизельному паливі з малим вмістом сірки при температурі в приміщенні від 15 до 25°С.
Стенд А2652 для випробування і регулювання ПНВТ (рис.3.6) дизелів K6S310DR з автоматичною реєстрацією параметрів пропонуємо встановити на дільниці з ремонту паливної апаратури.
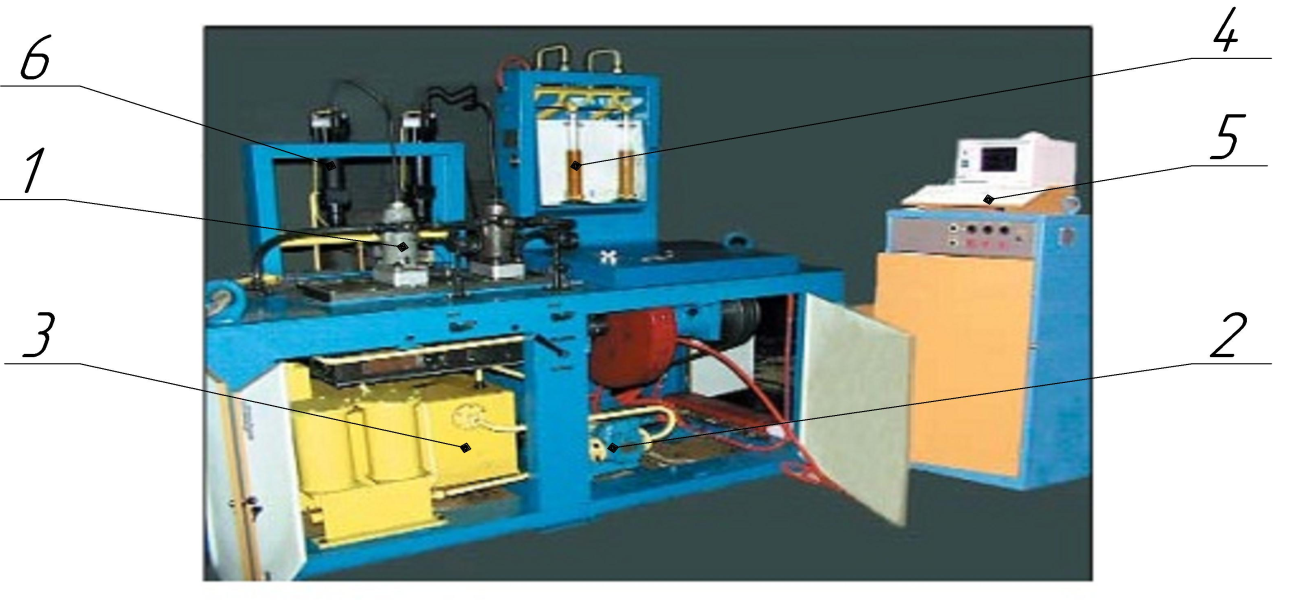
Рисунок 3.6 – Стенд для випробування та регулювання ПНВТ типу А2652:
1 – ПНВТ; 2 – паливопідкачуючий насос; 3 – бак; 4 – паливозбиральна мензурка; 5 – реєструючий пристрій; 6 – форсунка
Комплекс дозволяє проводити: обкатку, перевірку і регулювання подачі паливних насосів, регулювання ПНВТ на подачу.
Технічні характеристики стенду типу А2652 для випробування та регулювання паливних насосів високого тиску.
| Кількість насосів, одночасно випробовуваних на стенді, шт Привід стенду Паливна система: – тиск палива МПа (кгс/см2) – місткість паливного баку, л – об’єм палива у вимірювальній мензурці, см3 Насосний агрегат: – тип – номінальна частота обертання, с-1 (об/хв) – номінальний тиск на виході, МПа (кгс/см2) | регульований електропривід з асинхронним двигуном і клинопасовою передачею 0,1-0,15 (1-1,5) шестеренний 24 (1450) 1,6 (16) |
Робота стенда. Паливний насос високого тиску 1 кріпиться чотирма болтами на загальній плиті. Привід насоса здійснюється за рахунок асинхронного двигуна, який в свою чергу приводить в обертання розподільчий вал. Штовхачі, які приводяться від кулачків валу, діють на плунжерні пари ПНВТ, надаючи їм зворотно-поступальні рухи. Паливо підводиться паливопідкачуючим насосом 2 під тиском 1,6 кс/см2 із стендового бака 3 по трубкам через фільтр до колектора, звідки в порожнину низького тиску насоса. На кінці колектора стоїть редукційний клапан, через нього надлишкове паливо зливається до бака, який оснащений охолодженням за рахунок встановленої секції холодильна, через яку можна пропускати воду. Паливозбиральні мензурки 4 показують кількість палива (подачу) кожного насосу, проте ці дані виводяться на монітор реєструючого пристрою 5, який також реєструє струм та напругу електродвигуна, частоту обертання кулачкового валу, тиск палива на виході із паливопідкачуючого насосу, температуру палива.
Регулювання подачі кожного паливного насоса потрібно виконати згідно наступних вимог:
- при частоті обертів кулачкового вала стенда 375±5 об/хв, подача насоса повинна становити 400±2 см3 ;
- при частоті обертів кулачкового вала стенда 175±5 об/хв, подача насоса повинна становити 34±15 см3.
Регулювання проводимо за рахунок змінювання зусилля пружини нагнітального клапана чи заміни плунжерної пари. На кожний дизель дозволяється встановлювати лише насоси, що належать до однієї групи за подачею. Відрегульовані насоси по мінімальній подачі розбити на три групи: І група – від 19 до 29 г; ІІ група – від 30 до 39 г; ІІІ група – від 40 до 49 г.
Дата добавления: 2015-10-13; просмотров: 580 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Будова і робота технологічного обладнання, яке використовується при ремонті паливної апаратури | | | Будова і робота технологічного обладнання, яке використовується при ремонті форсунки |