Читайте также:
|
Технологический процесс изготовления детали «Винт» представлен в таблице 3.1.
Технологический процесс изготовления детали «Винт» Таблица 3.1.
| Наименование операций и переходов | Эскиз операции | Наименование станка и оснастки |
000-Заготовительная
Круг

|

| Штангенциркуль ГОСТ 166-86. |
| 005-Токарная 1. Установить заготовку в трехкулачковый патрон. 2. Подрезать правый торец ∅22 мм. 3. Точить с ∅22 мм до ∅20,3 мм в размер 68 мм начерно. 4. Точить с ∅20,3 мм до ∅20 мм в размер 68 мм начисто. 5. Точить с ∅20 мм до ∅12,6 мм в размер 52 мм начерно. 6. Точить с ∅12,6 мм до ∅12 мм на длину 52 мм начисто. 7. Точить фаску 1х45°. |


| Станок токарно-винторезный 16К20, Трехкулачковый самоцентрирующийся патрон ГОСТ 2675-80, Подрезной резец с Т15К6 ГОСТ 18871-73, Проходной упорный резец с Т15К6 ГОСТ 18879-73, Отрезной резец с Т15К6 ГОСТ 22710-73, Резец резьбовой Т15К6 ГОСТ 18885-73, Штангенциркуль ШЦ 1 ГОСТ 166-86. |
Продолжение таблицы 3.1.
| 8. Точить резьбу М12-8q на длину 27 мм. 9. Отрезать заготовку в размер 66 мм. 10. Снять заготовку. | ||
| 010-Токарная 1. Установить заготовку в трехкулачковый патрон. 2. Точить с ∅20 мм до ∅14,6 мм в размер 11 мм начерно. 3. Точить с ∅14,6 мм до ∅14 мм в размер 11 мм начисто. 4.Точить фаску до ∅10мм. 5. Снять заготовку. | 

| Станок токарно-винторезный 16К20, Трехкулачковый самоцентрирующийся патрон ГОСТ 2675-80, Проходной упорный резец с Т15К6 ГОСТ 18879-73, Штангенциркуль ШЦ 1 ГОСТ 166-86. |
| 015-Фрезерная 1. Установить заготовку в трехкулачковый патрон. 2. Фрезеровать 4 грани выдерживая размер 10 мм на глубину 10 мм. 3. Снять деталь. |

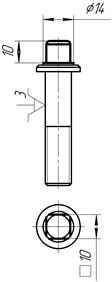
| Станок горизонтально-фрезерный 6Т82Г, Трехкулачковый самоцентрирующийся патрон ГОСТ 2675-80, Две дисковые трехсторонние фрезы ∅100 ГОСТ 3755-78, УДГ Д-200, Штангенциркуль ШЦ 1 ГОСТ 166-83. |
| 020-Химическая 1. Покрытие хим. окс. прм. |
Дата добавления: 2015-08-27; просмотров: 67 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Выбор заготовки и характеристика материала детали | | | И611П Станок универсальный токарно-винторезный повышенной точности |