|
Читайте также: |
Известно, что основные параметры механизированных процессов дуговой сварки следующие:
- диаметр электродной проволоки d, мм;
- вылет электродной проволоки, Lэл, мм
- скорость подачи электродной проволоки V пп мм/с
-
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ЛМСТ 05.150415.01.000.ПЗ |
- напряжение VдВ
- скорость сварки Vсвмм/с
- расход жидкой двуокиси углерода Gг кг
Полуавтоматическую сварку в среде СО2производят короткой дугой на постоянном токе обратной полярности. Расстояние от сопла горелки до изделия не должно превышать 25 мм. При сварке необходимо обеспечить защиту от сдувания газа и подсоса воздуха через зазор.
Расчёт параметров режима произвожу в следующем порядке:
· Определяю толщину свариваемого металла S =8; S =10; швы Т6 ∆8, Н1.
· В зависимости от толщины свариваемого металла выбираю диаметр электродной проволоки по таблице 3.4
Таблица 3.4-Зависимость диаметра электродной проволоки от толщины свариваемого металла и катета шва.
| Показатель | Толщина свариваемого металла или катет шва, мм | |||||||||||
| 0,6-1,0 | 1,2-2,0 | 3,0-4,0 | 5,0-8,0 | 9,0-12,0 | 13,0-18,0 | |||||||
| Диаметр dэл электродной проволоки.мм | 0,5 | 0,8 | 0,8 | 1,0 | 1,0 | 1,2 | 1,4 | 1,6 | 2,0 | 2,0 | 2,5 | 3,0 |
Диаметр электродной проволоки Dэл = 2,0 мм.
· Определяю вылет электрода по формуле:
Lэл=10 * dэл, мм (3)
Где dэл.-диаметр электрода
Lэл = 10 * 2 = 20 мм
· Определяю площадь поперечного сечения электрода, мм2
Fэл = π *dэл2 /4 = 3, 14* 22/4 = 3, 14 мм2 (4)
·
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ЛМСТ 05.150415.01.000.ПЗ |
Iсв= j * Fэл, А (5)
где: Fэл –площадь поперечного сечения электродной проволоки, мм2 .
j – плотность тока, А/мм2 (диапазон плотностей сварочного тока от 100 до 200 А/мм2); Большие значения плотности тока соответствуют меньшим диаметрам электродных проволок. Устойчивое горение дуги при сварке плавящимся электродом в углекислом газе достигается при плотности тока свыше 100 А/мм2. Принимаю для расчетов j - = 110A /мм2
Iсв=110*3.14= 345,4А
· Определяю коэффициент расплавления αр,г/А*с
αр= (0,83 + 0,22 * Iсв/ Dэл ) * 10-4 г/А*с (6)
где Iсв- сила сварочного тока, А;,Dэл.-диаметр электрода
0,83 и 0,22 – эмпирические коэффициенты.
άp = (0,83 + 0,22 * 345,4 / 2,0)* 10-4 = 38,82 * 10-4 =3.8*10-3 г/А*
· Определяю скорость подачи проволоки, мм/сек
V пп= [ 4 * άp * Iсв/ (π * D2эл ) ] * ρэл, мм/с, (7)
где ρэл=7,8*10-3 -плотность металла электрода,
Vпп = 4*άp *Iсв/π*d2*ρэл = 4*3,8*10-3*345,4/3,14*4*7,8*10-3 = 52.1 мм ∕с
· Определяю напряжение на дуге(согласно литературным источникам)
Uд = 23 - 25 В.
· Определяю коэффициент наплавки.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ЛМСТ 05.150415.01.000.ПЗ |
где αн- коэффициент наплавки, г/А*с
ψ - коэффициент потерь = 10-15 %
ΆH = άp*(1 – ψ /100) = 43.5 * 10-3(1 – 0,1) = 46,89* 10-3 г/А*с
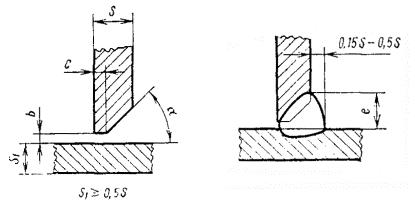
Рисунок.3.12- Схема шва Т6 ∆8
· Определяю площадь наплавки шва типа Т6 ∆8 изображенный на рисунке 3.12
По формуле:
Fн Т6∆8= (e*0.15s/2)+(e*s/2)
Где: e-высота шва,s- толщина металла.
Fн Т6∆8= (12*0.15*10/2)+(12*10/2) =69мм2 (9)
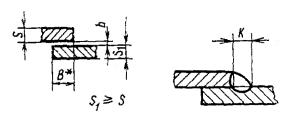
Рисунок 3.13 Шов сварной Н1
· Определяю площадь наплавки шва, а также площадь сечения шва типа Н1 ∆8 изображен на рисунке 3.13.
По формуле:
FнН1∆8 = 2*К2/2 + 1,05 К * q (10)
Где: К-катет шва, q- сегмент усиления шва.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ЛМСТ 05.150415.01.000.ПЗ |
· Определяю скорость сварки:
Vсв = (0,9*π*dэл2*Vпп)/(4*Fн), мм /с, (11)
Vсв = (0,9* 3.14*22*52)/(4*69)= 587/ 276 = 2.12 мм/с
где Vсв- скорость сварки, мм/с
Fн- площадь поперечного шва, мм²
0,9- коэффициент потери металла на угар и разбрызгивание.
Dэл- диаметр электрода
Fн-площадь наплавки
· Расчёт количества сварочных материалов.
Рассчитываю длину сварных швов в составе сварной конструкции:
∑ LшТ6Δ8=6280мм=6.28м
∑ Lшн1Δ8 = 1740мм=1.74м
Расчет веса наплавленного металла:
Qн.мн1∆8=Fн * Lш *ρн (12)
Где: Fн- площадь наплавленного металла
Lш-длина шва
ρн-плотность металла
Qн.мн1∆8=72,4*1,74*7,8 * 10-3 =0,982 кг
Qн.м. Т6∆8 =Fн * Lш *ρн (13)
Где: Fн- площадь наплавленного металла
Lш-длина шва
ρн-плотность металла
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ЛМСТ 05.150415.01.000.ПЗ |
Qн.м. Т6∆8 =69*6,28*7,8 * 10-3 =3,379 кг
∑Qн.м. = 4,361кг
Расчёт веса сварочной проволоки:
Qпр.=Qн.м. * К1 (14)
где К1 - коэффициент потерь для определения расхода сварочной проволоки при сварке в среде СО2
К1 = 1,35
Qпр.=Qн.м. * К1 = 4,3* 1,35 = 5,8кг.
Расчёт расхода СО2
Qг=.Qн.м. * К2 (15)
где К2 - коэффициент защиты для определения расхода наплавленного металла - 1,7.
Qг= Qн.м. * К2 = 4,3* 1,7 = 7,3кг
Таблица 3.5 -Сводная таблица
| Катет шва | Площадь наплавленного металла,мм2 | Длина шва, мм | Усиление шва, мм | Ширина шва, мм | Зазор, мм | |
| Т6 | ||||||
| Н1 | 72,4 |
Дата добавления: 2015-08-26; просмотров: 215 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Обоснование выбора метода сварки | | | Выбор сварочного оборудования |