Пісіру дайындамаларын қорамалау.
Пісру құбырларын өндіргенде технологиялық процестердің ең негізгісі құбырлық дайындамаларды қорамалау (формовка) болып табылады, мұнда жазық дайындамаларды (жайма, таспа, штрипс) цилиндрлі құбырлық дайындамаларға орау.Дайындамаларды қорамалау процесі жіксіз құбырларды өндірудегі негізгі операция‑ дайындамаларды тесумен (прошивка) салыстырғанда энергия шығындары елеулі аз, бұл пісіру құбырларын өндірудің үнемділігін анықтайды.
Құбыр дайындамаларын қорамалау металдың әдеттегі температурасында және алдын‑ала қыздырумен орындалады. Осыған сәйкес салқындай және ыстықтай қорамалау деп бөледі. Салқындай қорамалау құбырларды электрпісіру процестерінің барлығында, ыстықтай қорамалау‑ құбырларды пештік пісіруде қолданылады.

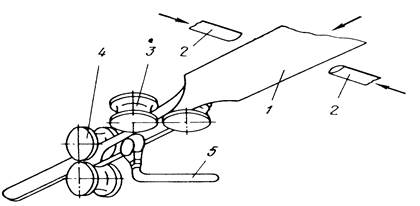
5‑сурет. Құбырларды әртүрлі әдістермен қорамалау сұлбалары:
а‑ құбырларды білікті қорамалау (1‑қорамалайтын жолақ, 2‑ горизонтальді қапас біліктері, 3‑ тік қапас біліктері); б‑ құбырларды үшбілікті және төртбілікті біліктерде қорамалау (1‑ қорамалайтын жайма, 2‑қозғалмалы білік, 3‑ қозғалмайтын білік); в‑ құбырларды баспада қорамалау (жоғарғы тараверса пуансонымен, 2‑ қорамаланатын жайма, 3‑ төменгі траверса төсемімен); г‑ спиральжікті құбырды қорамалау (1‑ қорамалау жолағы, 2‑ беруші қондырғы, 3‑бағытаушы аунақшалар‑тік және горизонтальді, 4‑қорамалау қондырғысының біліктері, 5‑ қалып, 6‑ қорамаланған құбыр, 7,8 – сыртқы және ішкі жіктерді жасау нүктелері)
Дайындаманы с алқындай қорамалау пісірілетін жиектердің арасында саңылау қалыптастырумен (әдеттегі қорамалау) немесе спираль жиектердің арасында саңылау қалдырумен (спиральді қорамалау) орындалады. Құбырлар мен дайындамалардың арналуына, өлшемдеріне және және пісіру тәсіліне байланысты әдеттегі салқындай қорамалау үшін әртүрлі жабдықтар қолданылады: ию біліктері, баспалар және үзіліссіз білікті орнақтар (5‑сурет).
Ыстық қалпында қорамалау құбырларды үзіліссіз пештік пісіруде қолданылады және оны жетекті біліктерде жасайды. Қыздырылған металдың жоғары илемділігі нәтижесінде қорамалау екі жұп біліктерде қалыптандырылады (6‑сурет).
6‑сурет. Құбыр дайындамасын ыстық күйінде қорамалау сұлбасы:
1- штрипс, 2‑ жиектерді бірінші үрлеуге арналған шүмек, 3‑ тік біліктердің бірінші қорамалау жұбы, 4‑ біліктердің екінші (пісіруші) горизонтальды жұбы, 5‑ жиектерді екінші рет үрлеуге арналған шүмек
Тік білікті бірінші қорамалау қапасында қыздырылған штрипс 200‑ 280о‑қа оралады. Екінші пісіру қапасында горизонталь біліктермен штрипс жиектері 2‑13 % қысумен, түйіскенше оралады.
Сонымен, құбырды қорамалау мен пісіру, қыздырылған штрипстің екі тік және екі горизонталь біліктерден тұратын, қорамалау‑пісіру түйінінен өткенде орындалады.
Пісіру калибрінде қысуды таңдағанда, құбырдың жұқақабырғалығын және онымен байланысты құбырдың калибрдегі тұрақтылығын жоғалту мүмкіншілігін, ескеру қажет. Диаметрі бойынша шекті салыстырмалы қысудың ε келесі байланысы ұсынылады:
ε= Δđ/ đ мұнда đ/ Sш ≤ 30 болғанда,
ε= 22,5 ‑ 0,6(đ/ Sш)
мұнда: đ‑ пісіру калибрінің диаметрі немесе штрипсті орағаннан кейінгі құбырдың алғашқы диаметрі; Δđ‑ пісіру калибрінде диаметрін қысу; Sш – штрипстің қалыңдығы.
Белгілі мәннен жоғары қысқанда штрипсті қорамалаудың қалыпты жағдайы бұзылады және жиектердің біршама тұрақтылығы жоғалады,соның әсерінен жіктің сапасының нашарлауына алып келеді.
Құбыр дайындамаларын салқындай қорамалау біліктерде, баспаларда және үзіліссіз білікті орнақтарда иіліп жасалады (5‑сурет).
Біліктерде қорамалауды салыстырмалы түрде қысқа (ұзындығы 6– 9м), диаметрі үлкен (426‑дан жоғары) құбырларды флюс қабаты астында доғалы пісіргенде қолданады.Жайма біліктерде рет‑ретімен бірнеше рет қажетті пішінін алғанға дейін иіледі.
Құбыр дайындамаларын гидравликалық баспаларда қорамалауды жаймалардан диаметрі үлкен (426‑дан жоғары) құбырларды жаппай өндірісте флюс қабаты астында доғалы пісіргенде қолданады. Жаймалардан құбырларды пісіргенде бір цилиндрлі дайындамадан немесе екі жарты цилиндрлі дайындамалардан қорамалайды (7‑сурет).

7‑сурет. Бір(а) және екі (б) түзужікті құбырларды өндіргенде құбыр дайындамасын баспаларда және С‑тәріздес баспаларда (в,г) қорамалаудың технологиялық операцияларының тізбегі: в‑бірінші баспада, г‑екінші баспада
Білікті орнақтарда қорамалауды типмөлшері әртүрлі түзужікті және спиральжікті пісіру құбырларын өндіргенде пайдаланады.
Спиральжікті құбырларды өндіргенде құбыр дайындамасын, жайманың бойлық осіне біршама бұрышпен α орналасқан жолақты пластикалық ию жолымен қорамалап дайындайды (5‑сурет).
Спиральдің көтерілу бұрышы,яғни қорамалау бұрышы, келесі формуламен анықталады:
α = arccos B/ π Dt
Осылайша, ені В жолақтан әртүрлі бұрышпен α спиральға орап, диаметрі әртүрлі құбыр алуға болады.Спиральжікті құбырларды өндіргенде қорамалау бұрышын таңдаудан құбырдың беріктік қасиеттері мен технико‑экономикалық көрсеткіштері елеулі байланысты. Тиімді қорамалау бұрышы α= 40‑90о, яғни жолақ енінің құбыр диаметріне қатынасы 2,35 – 1,25 аралығында.
Дата добавления: 2015-08-20; просмотров: 104 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Пісіру құбырларын өндіруге арналған дайындау тізбегінің жабдықтары. | | | Дәріс. |