Читайте также:
|
Наиболее часто, при выполнении стыковых соединений в горизонтальном положении скашивают кромку только у верхнего листа. Дугу возбуждают на горизонтальной кромке нижнего листа, перемещают затем на скошенную кромку верхнего листа. Техника сварки ничем не отличается от описанной выше, за исключением порядка наложения слоев.
Сварка нахлесточного соединения в вертикальном положении снизу вверх. При выполнении ответственных сварочных работ с использованием нахлесточных соединений, находящихся в вертикальном положении, как правило, сварку производят снизу вверх. Такая сварка имеет место при выполнении сварочных работ в судостроении, при изготовлении сосудов высокого давления, а также при изготовлении металлоконструкций.
При сварке небольших толщин, а также для выполнения первых проходов в многопроходных сварных швах, выполняемых при сварке нахлесточных соединений, применяются однопроходные угловые швы. При выполнении данных швов необходимо установить не очень большое значение сварочного тока. Положение электрода должно соответствовать изображенному на рис. 25.
Рис. 25. Положение электрода при сварке нахлесточного соединения в вертикальном положении снизу вверх
На нижней части соединения образуется полка из наплавленного металла, имеющая размеры, соответствующие размерам сварного шва. Следует применять возвратно-поступательные перемещения электрода. При переносе электродного металла следует поддерживать короткую дугу, при переходе вверх дугу следует растянуть, не допуская при этом ее обрыва. Когда электрод находится над сварочной ванной, можно производить небольшие поперечные перемещения электрода. Это способствует лучшему формированию сварного шва. Во время сварки необходимо следить за тем, чтобы перемещения электрода всегда сохранялись в пределах ширины шва таким образом, чтобы кромка верхней пластины не прожигалась, а на плоской поверхности пластины не появлялись подрезы.
Для выполнения сварных швов нахлесточных соединений большой толщины применяется многопроходная или однопроходная сварка с поперечными перемещениями электрода. При многопроходной сварке первый проход выполняется узким валиком без поперечных перемещений электрода. При выполнении второго прохода сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26а. При этом, сохраняя электрод над поверхностью сварочной ванны, нужно перемещать ее вверх, одновременно сдвигая сварочную ванну в стороны, поочередно то влево, то вправо.
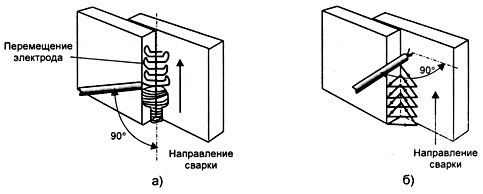
Рис. 26. Положение электрода при сварке нахлесточного соединения в вертикальном положении снизу вверх многопроходным угловым швом (а) и однопроходным угловым швом с поперечным перемещением электрода (б)
Равномерные перемещения сварочной ванны, выполняемые в процессе сварки, позволяют получить ровную, с малой выпуклостью поверхность сварного шва. Кратковременные остановки в крайних точках поперечных колебаний предотвратят появление подрезов, но нужно быть крайне осторожным, чтобы при этом кромка верхней пластины не прожигалась.
Сварку нахлесточного соединения можно производить также однопроходным угловым швом с поперечными колебаниями электрода. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26б. Техника сварки аналогична выполнению второго прохода при многопроходной сварке. Отличие заключается в том, что электрод необходимо располагать под большим углом к нижней пластине и задержки перемещения выполнять только на нижней пластине.
Дата добавления: 2015-08-17; просмотров: 181 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| СВАРКА СТЫКОВОГО СОЕДИНЕНИЯ СО СКОСОМ КРОМОК НА ПОДКЛАДКЕ В ГОРИЗОНТАЛЬНОМ ПОЛОЖЕНИИ | | | СВАРКА ТАВРОВОГО СОЕДИНЕНИЯ В ВЕРТИКАЛЬНОМ ПОЛОЖЕНИИ ОДНОПРОХОДНЫМ УГЛОВЫМ ШВОМ |