Читайте также:
|
Самым простым и надежным способом изготовления разборных вкладок является способ с моделировкой монолитной вкладки с пронизающими ее каналами для дополнительных штифтов.
Для этого часто используются моделировочные беззольные пластмассы Duralay и Pattern Resin GC.



Чтобы пластмасса не прилипала к гипсовой модели, каналы и внутренние стенки гипсовой культи обрабатывают тонким слоем вазелина, излишки вазелина раздувают сжатым воздухом, а из каналов удаляют ватной турундой на толстом К-файле.

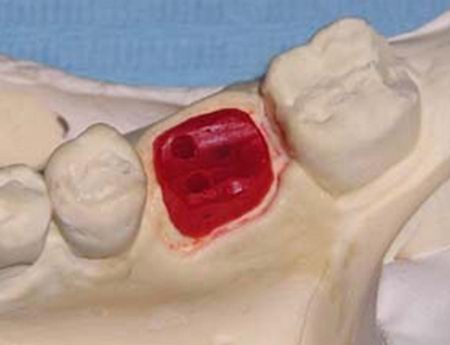
Перед работой следует решить, какой или какие из каналов будут основные, а какие дополнительные. В основной канал будет входить основной штифт, единый с телом вкладки, а дополнительные штифты будут пронизывать тело вкладки и входить в дополнительный(е) канал(ы).

Зачастую в нижних молярах в передних корнях каналы параллельны друг другу, и тогда предпочтительнее сделать один дополнительный штифт, входящий в задний корень, и два основных штифта, единые с телом вкладки.
Сначала изготавливаются дополнительные штифты.

Если имеется набор стандартных беззольных штифтов и калиброванные под них фрезы, это значительно облегчает работу и слепок снимается уже со штифтами. Если же есть только стандартный набор с тонкими стандартными беззольными штифтами, то для изготовления индивидуальных дополнительных штифтов нужного диаметра требуется еще этап.
Разводится пластмасса DuraLay достаточно жидко, стандартный штифт из набора окунается в пластмассу и, пока на нем есть капельки пластмассы, вводится в канал.

Эти манипуляции повторяются несколько раз, пока канал не заполнится пластмассой, штифт окунается в уже густеющую пластмассу последний раз и плавно вводится в канал и удерживается в положении, соответствующем направлению оси канала до затвердевания. Затем дополнительный штифт выводится, и на внеканальную часть для достижения достаточной толщины штифта наносятся дополнительные слои пластмассы. Для дополнительного нанесения применяют пластмассу Pattern Resin GC. Наносить пластмассу с помощью кисти, предварительно смочив ее мономером и коснувшись порошка. При этом получается влажный комочек пластмассы, который немедленно наносят на необходимый участок. После этого дополнительный штифт истончают до необходимого диаметра фрезой.
Так изготавливают 1, 2 и, реже, 3 дополнительных штифта. Для предотвращения склеивания дополнительного штифта с окружающей пластмассой следует облить внеканальную часть штифта жидким воском так, чтобы получился очень тонкий слой. Это очень важный этап, невыполнение которого испортит работу.
Следующим этапом изготавливают тело вкладки.
При необходимости гипсовая культя повторно обрабатывается вазелином. В каналы гипсовой модели вводят дополнительные штифты.

Для армирования пластмассы в основном канале заранее готовят маленький беззольный штифтик, который должен легко входить в свой канал при находящихся на местах дополнительных штифтах.

Моделировочная пластмасса DuraLay разводится в тигильке, а затем переливается в 2-х граммовый шприц. Консистенция пластмассы должна быть достаточно жидкой чтобы течь. С помощью иглы с широким просветом, от набора кислоты для протравливания эмали, пластмасса вводится в основной канал. На маленький беззольный штифт также наносят каплю пластмассы и вводят его в основной канал. Затем из шприца пластмассу вводят в полость зуба, между дополнительными штифтами и вокруг них, стараясь, чтобы вокруг штифтов пластмасса находилась чуть выше необходимой высоты вкладки, однако не покрывала их полностью.

На этом этапе пластмасса должна покрыть культю гипсового зуба по всему будущему периметру вкладки, однако весь объем вкладки за один раз восстановить обычно не удается, так как пластмасса растекается по гипсу, заходит в поднутрения и после затвердения ее достаточно тяжело снять с модели. Поэтому доведя уровень пластмассы до нормы в области дополнительных штифтов, необходимо дождаться ее практически полного затвердевания и аккуратно покрутить на 10–15 градусов в разные стороны дополнительный(е) штифт(ы) для предотвращения их склеивания с телом вкладки.

После окончательного затвердевания пластмассы дополнительные штифты вынимают, тело вкладки с основным(и) штифтом(амии) достают из модели, осматривают, а затем, при необходимости, кисточкой наносят где необходимо пластмассу (Pattern resin GC).

После этого вкладку препарируют фрезой, придают окончательную форму, размер, подгоняют под антагонисты, очищают от опилок и отдают в литейную.
Дата добавления: 2015-08-20; просмотров: 1676 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Непрямой (обратный, косвенный) метод изготовления культевой вкладки. | | | Обработка готовых вкладок и их фиксация в зубах. |