|
Читайте также: |
Баспа платаларын өндіруде оның қандай материалдан жасалғаны өте маңызды рөл атқарады, себебі плата атқаратын қызметтер мен қасиеттеріне материалдар өзіндік әсерін тигізеді. Баспа платаларының қатты немесе жұмсақ болуына байланысты әртүрлі материалдар пайдаланылады. Олардың көбісі: FR-1, FR-2, FR-4, FR-5, CEM-1, CEM-3, PI, PTFE,PPO.
Целлюлитті қағаз – фенолды құрылым. Бұл материал V0 класының UL-94 стандартына сәйкес өртке төзімділігімен ерекшеленеді, оны біржақты баспа платаларына пайдаланамыз, себебі ылғал жұтқыш болып келеді. Диэлектрлік өтімділігі 1МГц жиілікте – 96/40/93+1/23/75 5.5; 1МГц жиілікте диэлектриктің жоғалуының тангенс бұрышы – 96/40/93+1/23/75 0,05;
 Препректар(препреги) (ағыл. pre-preg, pre-impregnated қысқартылған — алдын ала сіңірілген) — жартылай фабрикат, композиционды материалдар. Алдын ала сіңірілген өңдеуге дайын өнім мата немесе мата емес құрылымды беріктендіретін материалдармен байланыстырады.Оларды армирленген талшықты негізді біркелкі үлестірілген полимерлі байланыстырушыларды сіңірту арқылы алады. Сіңіру армирленген материалдың физико-химиялық қасиетін іске асыру арқылы жүргізіледі. Препректі теххнология аз ғана сайманды өңдеумен монолитті күрделі пішінді өнімді алуға мүмкіндік береді. Сонымен қатар ол қатпарлы толтырушы, оған қатайтылған (отвержденные)термореактивті байланыстырушы заттармен сіңірілген шынылы мата(стеклоткань) жатады. Препректарды екі жағынан полиэтиленді үлдірмен қапталған рулон түріндегі жібек мата ретінде өндіреді. Ағылшын тілінде pre-preg'-тар деп көміртекті талшықпен бекітілген полимердің жеңілдетілген түрін түсінеді, яғни материалдың сапасы аса маңызды болмаған жағдай.Ал қатаң талап етілетін әуе өндірісі сияқты кезде бұл технологияя мүлдем пайдаланылмайды. Бірақ заманның дамуына байланысты олардың талабын орындай алатын препректардың технологиялары шыға бастады. Бұл материалдар көбінесе радиоэлектроникада көп қолданысқа ие. Оларды ламинатталған қатпарлар мен қатты көп қабатты баспа платаларын байланыстыруға пайдаланады. Майысқыш қатты баспа платаларында препректар қатты жағын өндіруде байланыстырушы ретінде пайдаланады. Олар оқшауланған екі қабатты байланыстырады.
Препректар(препреги) (ағыл. pre-preg, pre-impregnated қысқартылған — алдын ала сіңірілген) — жартылай фабрикат, композиционды материалдар. Алдын ала сіңірілген өңдеуге дайын өнім мата немесе мата емес құрылымды беріктендіретін материалдармен байланыстырады.Оларды армирленген талшықты негізді біркелкі үлестірілген полимерлі байланыстырушыларды сіңірту арқылы алады. Сіңіру армирленген материалдың физико-химиялық қасиетін іске асыру арқылы жүргізіледі. Препректі теххнология аз ғана сайманды өңдеумен монолитті күрделі пішінді өнімді алуға мүмкіндік береді. Сонымен қатар ол қатпарлы толтырушы, оған қатайтылған (отвержденные)термореактивті байланыстырушы заттармен сіңірілген шынылы мата(стеклоткань) жатады. Препректарды екі жағынан полиэтиленді үлдірмен қапталған рулон түріндегі жібек мата ретінде өндіреді. Ағылшын тілінде pre-preg'-тар деп көміртекті талшықпен бекітілген полимердің жеңілдетілген түрін түсінеді, яғни материалдың сапасы аса маңызды болмаған жағдай.Ал қатаң талап етілетін әуе өндірісі сияқты кезде бұл технологияя мүлдем пайдаланылмайды. Бірақ заманның дамуына байланысты олардың талабын орындай алатын препректардың технологиялары шыға бастады. Бұл материалдар көбінесе радиоэлектроникада көп қолданысқа ие. Оларды ламинатталған қатпарлар мен қатты көп қабатты баспа платаларын байланыстыруға пайдаланады. Майысқыш қатты баспа платаларында препректар қатты жағын өндіруде байланыстырушы ретінде пайдаланады. Олар оқшауланған екі қабатты байланыстырады.
Гелькоут (гелькоат, ағыл. gelcoat) — гель секілді құрам, олар өнімнің бетінде декоративті-қорғаныш қабатын құрады. Олар эпоксидті шайырға бояу қосылған түрде боолады. Оны бірінші матрицаға жағады, ол қатайғаннан кейін байланыстырушымен сіңірілген армирленген шынылы мата немесе көмірлі мата бетіне қойылады. Осындай жолмен, матрицадан кейін өнімнің беткі қабаты гелькоутпен жабылады. Арнайы гелькоуттар өнімнің бетіне механикалық әсерге және корғанышсыз ортаға төзімді тұрақтылық береді.
Ровница (ровинг) — иірілген жіп өндіру жолындағы аралық өнім. Ровнинді машинада талшықты матаны айнадыру немесе қысу арқылы алынады. Түрі қалың жіпке ұқсайды, беріктігі жоғары. Оған қойылатын басты талап жіп талшықтарының біркелкі болуы.
Фольгаланған диэлектрик – жіптен жасалған шынылы матадан; шынылы матаны сіңіруге арналған шайырдан; фольгаланған материалды металды жабу үшін пайдаланатын фольгадан тұрады.
Фольгаланбаған диэлектрик – екі типті болады: баспа платасын дайындау үрдісі кезінде химиялық әдіспен байланысты беріктендіретін клейлі қабат;химиялық мыстың тұнуына әсер ететін диэлектрикке енгізілген катализатор.
Фольгаланған материалдар:
· Жұмсақ және гибридті, көп қабатты баспа платаларын дайындауға арналған.
· Полиимидті үлдірмен бір немесе екі жақты сымның термореактивті адгезивпен байланыстырылған композиция болып саналады.
· Сымды жапқыш ретінде біржақты сыммен адгезионды жабдықталған латундалған немесе мырышталған сымды электролиттік гальвано тұрақты фольга пайдаланылады.
· Полиимидті үлдір негізінде өнім 20,40,60,75 және 100 мкм және сымды фольга 35,50,70 және 105 мкм қалыңдықта болады.
· Біржақты сымды жапқыш ретіндегі материал рулон ретінде 200-550мм қалыңдықта боолуы мүмкін.
· Екі жақты сымды жапқыш материал үлкен парақ ретінде болады.
Техникалық сипаттамасы:
Фольганың беріктігі, кгс/см, төмен емес:
- бастапқы күйде 1,2
- термосоққы мен 288±50 С 10сек аралығында 1,1
Өлшем тұрақтылығы, %, 0,15 артық емес.
Салыстырмалы көлемді электрлік кедергі, Ом.см, (бөлме температурасында) 1.1014 төмен емес.
Салыстырмалы аудандық электрлік кедергі, Ом, (бөлмелік температурасында) 1.1013 төмен емес.
1МГц жиілікте диэлектрлік жоғалтудың тангенс бұрышы 0,03 артық емес.
1 МГц жиілігіндедиэлектрик тұрақтысы 4,0 артық емес.
Тәжірибе JPC-TM-650 стандартына сәйкестігімен өткізіледі.
ЭФП маркалы фольгаланған материалдар қорапта қараңғы жылы жерде +5- +350 С температурасында, 80% артық емес салыстырмалы ылғалдықта сақтау керек. Олардың сақтау мерзімі 1 жылдан аз. Олар өрт қауіпін тудырмайды. Қатайтылған түрінде тасымалданады және адам ағзасына зиян болып келмейді.
 Фольгаланған гетинакс радтотехникалық аппаратурада баспа элементтерін жасауға пайдаланылады. Фольгаланған гетинакс фенолды негізде ең арзан және оңай штампталанатын материал.Ол жақсы электрлік сипаттамаға ие, бірақ уландыратын ерітінділерде химиялық тұрақтылығы нашар және жылутөзімділігі төмен, ылғал жұтқыш, доға тұрақты.Мысалыға, шынытекстолит электрлік доғаны баспа өткізгіштері арасында 130 сек ұстаса,гетинакс 5сек.
Фольгаланған гетинакс радтотехникалық аппаратурада баспа элементтерін жасауға пайдаланылады. Фольгаланған гетинакс фенолды негізде ең арзан және оңай штампталанатын материал.Ол жақсы электрлік сипаттамаға ие, бірақ уландыратын ерітінділерде химиялық тұрақтылығы нашар және жылутөзімділігі төмен, ылғал жұтқыш, доға тұрақты.Мысалыға, шынытекстолит электрлік доғаны баспа өткізгіштері арасында 130 сек ұстаса,гетинакс 5сек.
Фольгаланған гетинакс – қатпарлы пластик, негізінде электр оқшауланғансіңіргіш ЭИП-63Б қағазы, фенол-, крезолоформальдегид немесе эпоксифенолды шайырмен сіңірілген; бір немесе екі жағынан электролитті сымды оксидтелген фольгамен қапталған.Парақ түрінде 400*600 өлшеммен әртүрлі қалыңдықта өндіріледі.1 не 2 санының тұруы бір немесе екі бетінің қапталғанын көрсетеді. Фольгаланған гетинакстың маркалары: ГФ-1-35, ГФ-1-35Г, ГФ-2-35, ГФ-2-35Г, ГФ-1-50, ГФ-1-50Г, ГФ-2-50, ГФ-2-50Г. Сандардың анықтамасы: бірінші - 1 – фольгамен 1 беті жабтықталған, 2 – екі жағынан; екінші- фольга қалыңдығы: 35 - 0 035 мм, 50 - 0 050 мм. Г әріпі – гальвано тұрақты фольгамен қапталған.
Фольгаланған гетинакс қабатталмау керек және 2700 С –қа 5 сек салғанда алынып қалмауы тиіс.Фольгаланған гетинаксты дайындау үрдісі ауаны фенол және ацетонмен ластау арқылы сипатталады.Оларды өндіру кезінде баспа сұлбалары үшін электролитті сымды фольга пайдаланылады.Фольганың бір жағы күңгірт болуы керек,гетинаксқа жабысуы үшін, ал екі жағынан- тегіс болады, сұлба суреті жақсы түсу керек және улану жақсы өту үшін.Фольга мен гетинакс жақсы жабысу үшін бетін оксидтейді.
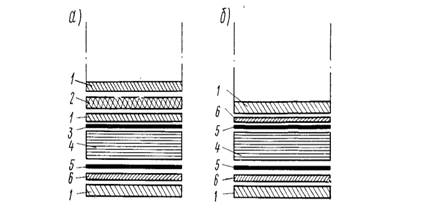
Фольгаланған гетинаксты қыспай тұрып жинау сұлбасы: а) бір жақты; б) екі жақты.1 – тот баспайтын болаттың беті; 2 – қағаз немесе асбесті жастық; 3 – қағаздың жоғарғы беті; 4 - сіңірілген қағаз толықтырушы; 5 – қағаздың жабыстырылатын беті; 6 - фольга.
Баспа платасын жасау үшін технологиялық шығындалатын материалдар – фоторезистар, арнайы трафаретті бояулар, қорғаныш маскалары, сымдау электролиттері, улау.
Бұдан басқа айтылмаған материалдар: фольгаланған шынытекстолит, майысқыш оқшауланған материал, фольгаланған немесе фольгаланбаған полиимид, САФ, катанды сымды фольга, электролитті сымды фолга. Осылар жиналғанан кейін баспа платасын жинау үрдісі басталады:баспа платасын бұрғылау үшін фрезерлі-бұрғылау аспабы пайдаланылады. Керекті жерлерінде қажетті шамада тесіктер мен тетіктер осы арқылы бұрғыланады. Лазерлі құрылымдау үшін LPKF ProtoLaser S лазерлік жүйе пайдаланылады. Олар 229 x 305 x 10 мм көлемге дейін баспа платаларымен жұмыс істейді. Бұл үрдіс кезінде ешқандай химиялық ерітінділер пайдаланылмайды. Кейіннен баспа платасын металдау жүреді, ол үш жолмен жүреді:гальваникалық әдіс, химикаттарды пайдаланбай және өз қолымызбен. 460 x 305 мм көлемдегі баспа платаларын өңдеумен айналысатын құрылғыда нәтижелі пайкілеуге жету үшін және тотығудан сақтау үшін химиялық мырыштау жүргізіледі.Келесі баспа платасын дәнекерлегенде дәнекерлеуші лак үстіне элементтер қою үшін сенімді негіз болып келеді. Баспа платасының бетіне тегіс және біркелкі жағылған бұл қорғағыш лак дәнекерлеу кезінде қысқа тұйықталуды болдырмайды. Баспа платаларын пайдаланғанда белгілі температурадан асып кетіп оның бұзылуына апармас үшін опционалды температура датчигін пайдалануға болады.
Беткі қабатын өңдеу құрылғылары:
Беткі қабатын өңдеу үшін 36мм қатты құймалардан тұратын диаметрі 3,175мм аспаптар пайдаланылады: әмбебап фреза, микрофреза, өте жоғары жиілікті платалар үшін фреза, екі лезвиялық кескіш.
Өтпелі өңдеу құрылғылары:
Бұрғылау үшін және фрезеровкалау үшін 38мм және диаметрі,175мм арнайы құрылғылар пайдаланылады: спиральды бұрғы, контурлі фреза, екі лезвиялы ұзын кескіш.
Дата добавления: 2015-08-20; просмотров: 275 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| счетов бухгалтерского учета финансово-хозяйственной деятельности | | | Зов Мори, тысячам сердец человеческих обращённый |