Читайте также:
|
При выполнении работ, связанных с дуговой сваркой, возможны следующие опасности для жизни и здоровья рабочих:
— поражение электрическим; током;
— поражение лучами дуги глаз и открытых поверхностей кожи;
— ушибы и порезы, которые возможны в процессе подготовки изделий к сварке и во время самой сварки;
— ожоги от разбрызгивания капель расплавленного металла и шлака;
— отравление вредными газами;
— взрывы при сварке сосудов, находящихся под давлением;
— взрывы при работе вблизи легковоспламеняющихся и взрывоопасных веществ;
— пожары из-за расплавленного металла и шлаков.
Поражение электрическим током
Поражение электрическим током возникает при замыкании электрической цепи сварочного аппарата через человеческое тело.
Причинами возникновения такого замыкания могут быть:
— недостаточная электрическая изоляция сварочных проводов и аппаратов;
— плохое состояние спецодежды и обуви сварщика;
— сырость помещений;
— теснота помещений;
а также ряд других факторов.
В зависимости от величины электрического тока, который проходит через человека при замыкании, возможны следующие травмы (при частоте тока 50 Гц):
— при токе 0,6—1,5 μА — легкое дрожание рук;
— при 5—7 μА — судороги в руках;
— при 8—10 μА — судороги и сильные боли в пальцах и кистях рук;
— при токе 20-25 μА — паралич рук, затруднение дыхания;
— при токе 50-80 μA — паралич дыхания;
— при токе 90-100 μA — паралич дыхания, а при длительности воздействия более 3 с — паралич сердца;
— при токе 3000 μA и длительности воздействия более 10 с — паралич дыхания и сердца, разрушение тканей тела.
Следовательно, смертельной нужно считать величину тока порядка 100 μA или 0,1 А.
Если электрический ток имеет частоту свыше 600 Гц, его опасное воздействие существенно ослабевает.
Воздействие электрического тока существенно зависит от величины сопротивления человеческого тела, которое в различных частях имеет разную величину. Например, наибольшее сопротивление имеет сухая кожа, ее верхний роговой слой, в котором нет кровеносных сосудов.
Сопротивление тела зависит от внутренних условий (усталость, психологическая подавленность и др.) и внешних условий (температура, влажность, загазованность и др).
При напряжении электрического тока более 100 В происходит пробой верхнего рогового слоя кожи, что влечет за собой общее уменьшение сопротивления тела.
При определении условий электробезопасности сопротивление тела считают равным 1000—2000 Ом в зависимости от величины напряжения.
Безопасным считается напряжение, равное 12 В, а при работе в сухих, отапливаемых и вентилируемых помещениях — 36 В.
Защита от поражения электрическим током
Для защиты сварщика от поражения электрическим током следует соблюдать следующие условия:
— надежно заземлять корпус источника питания дуги и свариваемое изделие;
— не использовать контур заземления для обратного провода;
—- надежно изолировать рукоятку электрододержателя;
— работать в сухой и прочной спецодежде и рукавицах (ботинки сварщика не должны иметь в подошве металлических гвоздей и шпилек);
— в случае отсутствия укрытий прекращать работу при дожде и сильном снегопаде;
— не производить самому ремонт оборудования и аппаратуры (такую работу должен производить электрик);
— при работе внутри сосудов использовать резиновый коврик и переносную лампу напряжением не более 12 В.
Заземление
Защитное заземление — это соединение металлическим проводом частей электрического устройства с землей.
Земля используется как проводник в цепи замыкания в аварийном режиме работы. При грамотно выполненном заземлении электрооборудования образуются две параллельные электрические ветви: одна с небольшим сопротивлением (3—4 Ом), а другая, в которую входит человек, с большим сопротивлением (2000 Ом). Поэтому при случайном касании тела человека о корпус источника питания, оказавшегося под напряжением, ток через тело человека практически не пойдет.
Заземление выполняется различными способами в зависимости от величины напряжения и системы электроснабжения (с изолированной нейтралью или с глухо заземленной нейтралью).
На рис. 1 приведена схема подключения сварочного трансформатора вслучае питания его от сети с глухозаземленной нейтралью. На схеме показано, что для питания однофазного сварочного трансформатора используется трехжильный шланговый кабель, проложенный от пункта подключения до вводной коробки трансформатора. Третья жила кабеля подсоединяется одним концом к корпусу пункта подключения, а другим — к заземляющему болту на корпусе трансформатора. Зажим обмотки низкого напряжения присоединяется к свариваемой детали и одновременно заземляющим металлическим проводником — к заземляющему болту на корпусе сварочного трансформатора.
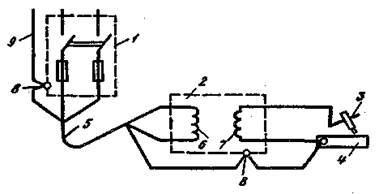
1 — пункт подключения; 2 — сварочный трансформатор; 3 — электрододержатель; 4 — свариваемое изделие; 5 — питающий шланговый трехжильный провод с заземляющей жилой; 6 — первичная обмотка трансформатора; 7 — вторичная обмотка трансформатора; 8 — заземляющий болт на корпусе трансфоматора и на пункте подключения; 9 — к нулевому проводу сети
Рисунок 1 - Схема подключения сварочного трансформатора с питанием от сети с глухозаземленной нейтралью
На передвижных сварочных установках используют переносные заземленные устройства.
Оказание первой помощи пострадавшим от электрического тока
В первую очередь необходимо отсоединить от пострадавшего токоведущий провод. Это можно сделать отбрасыванием провода сухой доской, веткой и т. п. или же перерубанием провода острым инструментом с изолирующей рукояткой. Еще лучше — если есть такая возможность, — сразу выключить рубильник или предохранители.
Пострадавшему необходимо обеспечить приток свежего воздуха и полный покой. При отсутствии дыхания и пульса следует немедленно начать искусственное дыхание.
В любом случае при поражениях электрическим током необходимо как можно раньше вызвать врача.
Поражение электрическим током может вызвать клиническую (мнимую) смерть. Состояние клинической смерти продолжается 4-12 минут. В это время человек может быть возвращен (реанимирован) к жизни оказанием медицинской помощи, искусственного дыхания или же непрямого массажа сердца.
Следует знать, что констатировать смерть может только врач, поэтому помощь пострадавшему следует оказывать непрерывно до момента прибытия врача.
Поражение зрения
Электрическая сварочная дуга выделяет три разновидности излучений: световое, инфракрасное и ультрафиолетовое.
Световые лучи сварочной дуги способны ослеплять, поскольку их яркость в 10000 раз превышают допустимую яркость для глаза. Через некоторое непродолжительное время ослабление зрения от воздействия световых лучей проходит.
Инфракрасное излучение может вызвать повреждение глаз только при длительном воздействии. Это повреждение приводит к такому заболеванию как катаракта (омутнение) хрусталика и может приводить к полной или частичной потере зрения. У сварщиков такое заболевание встречается редко.
Ультрафиолетовое излучение даже при кратковременном воздействии на небольшом расстоянии вызывает заболевание глаз — так называемую электроофтальмию (светобоязнь). Основные симптомы заболевания — резь в глазах, слезотечение, временное ослабление зрения. Симптомы появляются через несколько часов после облучения. Электроофтальмию можно излечить в течение 2-3 дней с помощью капель «Альбуцид» или цинковых капель. Можно применить также промывание слабым чаем и холодные компрессы.
Защита органов зрения
Электросварщики должны работать со светофильтрами, которые задерживают и поглощают излучение дуги. Светофильтры выбираются в соответствии с мощностью дуги (табл.1).
Таблица 1 - Выбор типа светофильтра в зависимости от мощности сварочной дуги
| Величина сварочного тока | Тип светофильтра |
| От 30 до 75 А От 75 до 200 А От 200 до 400 А Более 400 А | Э-1 Э-2 Э-3 Э-4, Э-5 |
Светофильтры имеют размеры стекол 52x102 мм. Стекла светофильтров снаружи предохраняются обычным оконным стеклом, которое сменяется по мере загрязнения.
Стены и потолки сварочных мастерских необходимо окрашивать матовой краской темных тонов, исключающей отражение световых лучей.
Отравление вредными газами и пылью
При сильном загрязнении воздуха сварочной пылью из окислов и др. соединений марганца, углерода, азота, хлора, фтора и т. п. возможно отравление сварщика.
Признаками отравления обычно являются следующие симптомы: тошнота, головокружение, головная боль, слабость, рвота, учащенное дыхание и другие. Отравляющие вещества способны откладываться в различных тканях организма человека и вызывать хронические заболевания.
Для борьбы с загрязнением воздуха проводятся следующие мероприятия:
— устройство приточно-вытяжной вентиляции и передвижных отсосов;
— использование респираторов, а в отдельных случаях и противогазов;
— использование устройств, обеспечивающих приток свежего воздуха через электрододержатель или шлем и др.
Ожоги
При выполнении сварочных работ расплавленный металл и шлак разбрызгиваются. Эти брызги могут попасть на незащищенную кожу сварщика или на одежду и вызвать ожоги. Чтобы обеспечить защиту сварщика от ожогов, он должен быть обеспечен специальной одеждой, которая не тлеет и не прогорает, специальной обувью, рукавицами и головным убором.
При сварочных работах рядом с легковоспламеняющимися материалами может возникнуть пожар. Такая опасность особенно высока при работе на строительстве.
Если сварочные работы производятся наверху, то необходимо защитить находящиеся внизу легковоспламеняющиеся предметы от падающих сверху искр. Особая осторожность необходима также в случаях производства сварочных работ вблизи деревянных лесов, отходов в виде опилок и стружек и т. д.
В местах производства сварочных работ должны находиться различные средства пожаротушения: ящик с песком, подведенная вода, огнетушители и т. д.
Техника безопасности при газовой сварке и резке
При газовой сварке и резке основные источники опасности следующие:
— взрывы ацетиленовых генераторов от обратного удара пламени (если не срабатывает водяной затвор);
— взрывы кислородных баллонов в момент их открывания, в случае если на штуцере баллона или на клапане редуктора имеется масло;
— неосторожное обращение с пламенем газовой горелки или резака. В этом случае возможно возгорание одежды, волос сварщика, ожог и возникновение пожара;
— повреждения глаз, если сварщик не пользуется светофильтрами;
— отравление вредными газами (при отсутствии вентиляции).
Для того чтобы избежать взрыва ацетиленового генератора, необходимо регулярно проверять его исправность, следить за тем, чтобы водяной затвор всегда был заполнен водой до нужного уровня, и периодически проверять его, открывая контрольный кран затвора.
При выполнении ручных и механизированных газопламенных работ необходимо работать в защитных очках со стеклами Г-1, Г-2, Г-3. Вспомогательные рабочие пользуются очками со стеклами В-1, В-2, В-3.
При выполнении газовой сварки и резки внутри отсеков, резервуаров, ям, где могут скапливаться вредные газы, должны использоваться переносные приточно-вытяжные вентиляторы.
Газовые баллоны запрещается переносить на плечах; следует использовать специальные носилки или тележки. Кислородные и ацетиленовые баллоны должны всегда располагаться в вертикальном положении,
Запрещается устанавливать газовые баллоны на солнце, вблизи отопительных приборов и любых других источников тепла. Любой баллон должен находиться на расстоянии не ближе 5 метров от газовой горелки или резака.
К выполнению работ с использованием бензина, керосина и их смесей допускаются только специально обученные сварщики, имеющие соответствующие удостоверения.
При выполнении газовой сварки и резки необходимо руководствоваться «Правилами техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металлов».
Контрольные вопросы
1. Каковы основные причины электротравматизма?
2. Какие способы оказания помощи при поражениях электрическим током вы знаете?
3. Какая помощь может быть оказана пострадавшему от дугового излучения?
4. Каковы основные источники опасности при газопламенных работах?
5. Как делается искусственное дыхание?
1.1 Лабораторная работа № 1 “Ручная дуговая сварка в нижнем положении”
Задание
1. Изучите теоретическую часть работы.
2. Подготовьте образцы к сварке (очистите зону сварки, при необходимости разделайте кромки, уложите образцы на горизонтальную поверхность рабочего стола встык с зазором не более 1мм.)
3. Рассчитайте и выберите параметры ручной электродуговой сварки (силу сварочного тока, диаметр, тип и марку электрода) в зависимости от свариваемого материала (марки стали, толщины, вида разделки кромок).
4. Сварите образцы на выбранном режиме сварки.
5. По характеру дефектов оценить влияние режимов ручной электродуговой сварки на качество сварного соединения.
6. Составьте отчет, сделайте выводы.
Контрольные вопросы
1. В чем заключается сущность подготовки образцов к сварке?
2. Каким образом зависит сила сварочного тока?
3. Каким должен быть нормальный сварочный шов?
1.2 Лабораторная работа № 2“Ручная дуговая сварка горизонтальных швов ”
Задание
1. Подготовьте образцы к сварке (очистите зону сварки, при необходимости разделайте кромки, закрепите прихватками образцы на вертикальную поверхность кронштейна установленного на рабочий стол встык с зазором не более 1мм.)
2. Рассчитайте и выберите параметры ручной электродуговой сварки (силу сварочного тока, диаметр, тип и марку электрода) в зависимости от свариваемого материала (марки стали, толщины, вида разделки кромок).
3. Сварите образцы на выбранном режиме сварки.
4. По характеру дефектов оценить влияние режимов ручной электродуговой сварки на качество сварного соединения.
5. Составьте отчет, сделайте выводы.
Контрольные вопросы
1. Какой шов называется горизонтальным?
2. Каким образом тип влияет на параметры режима сварки?
3. В чем заключается особенности техники сварки горизонтального шва?
1.3 Лабораторная работа № 3 “Ручная дуговая сварка вертикальных швов”
Задание
1. Подготовьте образцы к сварке (очистите зону сварки, при необходимости разделайте кромки, закрепите прихватками образцы на вертикальную поверхность кронштейна установленного на рабочий стол встык с зазором не более 1мм.)
2. Рассчитайте и выберите параметры ручной электродуговой сварки (силу сварочного тока, диаметр, тип и марку электрода) в зависимости от свариваемого материала (марки стали, толщины, вида разделки кромок).
3. Сварите образцы на выбранном режиме сварки.
4. По характеру дефектов оценить влияние режимов ручной электродуговой сварки на качество сварного соединения.
5. Составьте отчет, сделайте выводы.
Контрольные вопросы
1. В чем заключается особенность техники выполнения вертикальных швов?
2. Каким должен быть диаметр электрода для выполнения вертикального шва?
3. Какой должна длина дуги?
1.4 Лабораторная работа № 4“Ручная дуговая сварка «в лодочку» ”
Задание
1. Подготовьте образцы к сварке (очистите зону сварки, при необходимости разделайте кромки, уложите образцы на постель из двух равносторонних уголков сваренных между собой встык так чтобы стороны последних образовали угол в 900)
2. Рассчитайте и выберите параметры ручной электродуговой сварки (силу сварочного тока, диаметр, тип и марку электрода) в зависимости от свариваемого материала (марки стали, толщины, вида разделки кромок).
3. Сварите образцы на выбранном режиме сварки.
4. По характеру дефектов оценить влияние режимов ручной электродуговой сварки на качество сварного соединения.
5. Составьте отчет, сделайте выводы.
Контрольные вопросы
1. Нужно ли производить разделку кромок соединяемых деталей при сварке «в лодочку»?
2. Каким должен быть катет шва? при сварке «в лодочку»?
3. Каким образом зависит диаметр электрода от толщины свариваемых элементов?
1.5 Лабораторная работа № 5 “Сварка под флюсом”
Задание
1. Изучите теоретическую часть работы.
2. Подготовьте образцы к сварке (очистите зону сварки, при необходимости разделайте кромки, уложите образцы на горизонтальную поверхность рабочего стола встык с зазором не более 1мм.)
3. Подберите флюс в зависимости от свариваемого материала и насыпьте последний на стык по всей его длине толщиной 3…4 мм и шириной 5…6 мм..
4. Подключите сварочный полувтомат Minarc Mig Adaptiv 180 к сети. Переведите его в полувтоматический режим и отключите подачу газа. На табло установите значение толщины свариваемых образцов.
5. Сварите образцы на выбранном режиме сварки.
6. По характеру дефектов оцените влияние режимов сварки на качество сварного соединения.
7. Составьте отчет, сделайте выводы.
Контрольные вопросы
1. В чем заключается сущность сварки под флюсом?
2. Какие элементы входят в состав флюсов?
3. Каким образом классифицируются флюсы?
4. Особенности режима сварки при сварке под флюсом?
1.6 Лабораторная работа № 6 “Точечная сварка ”
Задание
1. Изучите теоретическую часть работы.
2. Подготовьте образцы с учетом возможностей сварочной установки (не более 3+3 мм.) к сварке (зашкурите свариваемые поверхности)
3. Подключите сварочный аппарат PBF16 к сети. Программаторы длительности цикла и режима сварки установите в среднее положение.
4. Сварите образцы на выбранном режиме сварки.
5. По характеру дефектов оцените влияние режимов сварки на качество сварного соединения.
6. Составьте отчет, сделайте выводы.
Контрольные вопросы
1. К какому виду сварки относится точечная сварка?
2. В чем заключается сущность точечной сварки
3. Какую форму имеет литая зона сварки?
4. Какие параметры составляют режим точечной сварки?
1.7 Лабораторная работа № 7 “Полуавтоматическая сварка в среде углекислого газа ”
Задание
1. Изучите теоретическую часть работы.
2. Подготовьте образцы к сварке (очистите зону сварки, при необходимости разделайте кромки, уложите образцы на горизонтальную поверхность рабочего стола встык с зазором не более 1мм.)
3. Подключите сварочный полувтомат Minarc Mig Adaptiv 180 к сети. Переведите его в полувтоматический режима. На табло установите значение толщины свариваемых образцов.
4. Сварите образцы на выбранном режиме сварки.
5. По характеру дефектов оценить влияние режимов сварки на качество сварного соединения.
6. Составьте отчет, сделайте выводы.
Контрольные вопросы
1. Каким должен быть угол скоса кромки при разделке?
2. Какие режимы могут быть реализованы на аппарате Minarc Mig Adaptiv 180?
3. Под каким давлением подается углекислый газ в зону сварки?
1.8 Лабораторная работа № 8 “Полуавтоматическая сварка вольфрамовым электродом ”
Задание
1. Изучите теоретическую часть работы.
2. Подготовьте образцы к сварке (очистите зону сварки, при необходимости разделайте кромки, уложите образцы на горизонтальную поверхность рабочего стола встык с зазором не более 1мм.)
3. Подключите сварочный полувтомат Minarc Тig Adaptiv 180 к сети. Переведите его в полувтоматический режима. На табло полуавтомата установите расчетное значение силы сварочного тока.
4. Сварите образцы на выбранном режиме.
5. По характеру дефектов оценить влияние режимов сварки на качество сварного соединения.
6. Составьте отчет, сделайте выводы.
Контрольные вопросы
1. В чем заключается сущность сварки неплавящимся электродом?
2. Какой марки вольфрам должен использоваться в качестве неплавящегося электрода?
3. Каким образом должен выглядеть нормальный сварочный шов?
1.9 Лабораторная работа № 9 “Кислородная резка ”
Задание
1. Изучите теоретическую часть работы.
2. Подготовьте образец к резке (очистите зону резки, уложите образец на подставки рабочего стола)
3. Проверьте комплектность установки.
4. Соберите установку.
5. Зарядите ацетиленовый генератор.
6. Настройте подачу кислорода.
7. Зажгите горелку.
8. Отрегулируйте пламя.
9. Проведите пробную резку.
10. Оцените влияние режимов настройки горелки на качество резки.
11. Составьте отчет, сделайте выводы.
Контрольные вопросы
1. Какие газы используются при кислородной резке?
2. Кратко опишите технологию разделительной резки?
3. Что представляется собой резак для кислородной резки?
1.10 Лабораторная работа № 10 “Воздушно-плазменная резка ”
Задание
1. Подготовьте образец к резке (очистите зону резки, уложите образец на подставки рабочего стола).
2. Подключите плазморез к сети. На табло плазмореза установите максимальное значение силы тока.
3. Попробуйте разрезать образец. При необходимости уменьшайте силу тока до минимального значения.
4. Оцените влияние режимов настройки установки на качество резки.
5. Составьте отчет, сделайте выводы.
Контрольные вопросы
1. Что представляет собой установка плазменной резки?
2. Опишите технологию резки плазморезом.
3. Какой может быть температура плазмы?
1.11 Лабораторная работа № 11 “Электрошлаковая сварка ”
Задание
1. Изучите теоретическую часть работы.
2. Подготовьте образцы толщиной не менее 30…40 мм сварке (очистите свариваемы торцы, уложите образцы на горизонтальную поверхность рабочего стола встык с зазором не 25…30 мм.).
3. Подложите под стык медную пластину на всю длину стыка.
4. Установите медные накладки с торцов стыка на всю его высоту.
5. Рассчитайте и выберите параметры электрошлаковой сварки (силу сварочного тока, диаметр, тип и марку электрода).
6. Сварите образцы на выбранном режиме сварки (начните сварку дальнего конца стыка и мере стабилизации процесса сварки погрузите кончик электрода в шлаковую ванну; сварку ведите до полного заполнения стыка расплавленной массой из металла электрода и шлака).
7. По характеру дефектов оценить влияние режимов сварки на качество сварного соединения.
8. Составьте отчет, сделайте выводы.
Контрольные вопросы
1. Опишите технологию электрошлаковой сварки?
2. Какой марки медь должна использоваться в качестве подложки и накладок?
3. От чего зависит сила сварочного тока при электрошлаковой сварке?
1.12 Лабораторная работа № 12 “Определение деформаций и усадочной силы при наплавке сварного валика на кромку полосы“
Задание
1. Для выполнения работы используется образец размером 10X100X 300 мм из стали С235.
2. Установить пластину в рабочее положение на установочных конусах и закрепить измерительные приборы (индикаторы часового типа), при этом рабочий стержень индикаторов ставить в накерненные углубления. Запишите показания приборов
3. Произведите наплавку валика сварного шва на продольную кромку образца.
4. Произведите повторное снятие показаний приборов сразу же после окончания сварки.
5. Произведите третье снятие показаний приборов после охлаждения образца до комнатной температуры.
6. Определите укорочение образца (∆пр) на уровне нейтральной оси по данным индикаторов.
7. Вычислите усадочную силу, действующую на образец от усадки сварного шва в продольном направлении.
8. Вычислите теоретический прогиб пластины к сравнить его с фактическим.
9. Все результаты измерений запишите в таблицу.
Для исключения искажения результатов измерений из-за коробления пластины ее следует перед снятием отсчетов выпрямлять.
Отчет по данной работе следует сопровождать рисунками образца до наплавки шва, после наплавки и после охлаждения до комнатной температуры.
Контрольные вопросы
1. Какие припуски на сварку должны быть заложены по длине изделия?
2. Приведите формулу для расчета теоретического прогиба?
3. Опишите установку для измерения усадочной деформации.
ЛИТЕРАТУРА
1. Малышев Б.Д., Мельник В.И., Гетия И.Г. Ручная дуговая сварка.- М.: Стройиздат,1990.
2. Томас К. И., Ильященко Д.П. Технология сварочного производства. Учебное пособие. – Томск: ТПУ,2009.
3. Виноградов В.С. Оборудование и технология дуговой автоматической и механизированной сварки. - М., 2000.
4. Виноградов В.С. Оборудование и технология дуговой автоматической и механизированной сварки: Учеб для проф. Учеб. заведений. - 4-е изд., стереотип. - М.: Высш. шк.: Изд. центр «Академия», 2001. -319 с.: ил.
5. Технология и оборудование сварки плавлением и термической резки: Учебник для вузов. - 2-е изд. испр. и доп. / А.И. Акулов, В.П. Алехин. С.И. Ермаков и др. / под ред. А.И. Акулова. - М.: Машиностроение, 2003. - 560 с.
6. Хромченок Ф.А. Справочное пособие электросварщика. - М.: Машиностроение, 2003. - 416 с.: ил.
7. Сварка. Резка. Контроль: Справочник. В 2-х томах. / под общ. ред. Н.П. Алешина. Г.Г. Чернышова. - М.: Машиностроение, 2004. Т.1 /Н.П. Алешин, Г.Г. Чернышов, Э.А. Гладков и др. - 624 с.: ил.
8. Сварка. Резка. Контроль: Справочник. В 2-х томах / под общ. ред. Н.П. Алешина. Г.Г. Чернышова. - М.: Машиностроение, 2004. Т.2 / Н.П. Алешин, Г.Г. Чернышов, А.И. Акулова и др. - 480 с.: ил.
СОДЕРЖАНИЕ
| ВВЕДЕНИЕ ЛИТЕРАТУРА |
Выходные сведения:
Методические указания обсуждены на заседании кафедры «Горные и металлургические машины и оборудование»
Протокол № ___от «___»_____________ 2013 г.
Методические указания одобрены на заседании научно- методического Совета ГМИ (Горно-металлургического института) Протокол № ___ от «___»_____________ 2013 г.
Дата добавления: 2015-08-20; просмотров: 64 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| ВВЕДЕНИЕ | | | ВВЕДЕНИЕ. |