Читайте также:
|
Печатание является составной частью полиграфического производства и представляет собой процесс многократного получения одинаковых оттисков текста и изображения посредством переноса красочного слоя с печатной формы на запечатываемый материал.
Общей задачей процесса печатания является воспроизведение с необходимой точностью информации, находящейся на печатной форме. Основными признаками печатного процесса являются: перенос краски с печатной формы на запечатываемый материал и ее закрепление, многократность получения оттисков (тираж) и их идентичность.
Краска переносится с печатной формы на запечатываемый материал в большинстве случаев под действием давления, реже под действием других сил (электрических, магнитных и др.). При этом она должна смачивать цилиндры и валики красочного аппарата, печатную форму (резино-тканевую пластину в офсетной печати) и запечатываемый материал. Красочный слой должен удерживаться на этих поверхностях, а при переходе с одной поверхности на другую расслаиваться по толщине.
Схемы получения оттисков в основных способах печати при использовании печатной формы и печатного цилиндра, создающего давление печати показаны на рис. 2-4.
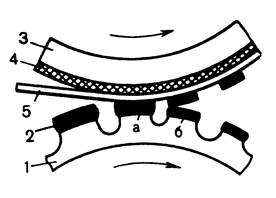
Для получения оттиска в высокой прямой печати необходимо нанести на печатающие элементы формы тонкий равномерный слой печатной краски, подать бумагу и осуществить давление с поверхностью, покрытую упруго-эластичным материалом – декелем. Благодаря своей упруго деформации, он компенсирует метрические неточности печатного аппарата машины, печатной формы (ее роста и толщины), а также микронеровности поверхности бумаги и создает необходимый контакт печатной формы с бумагой. В образовавшейся зоне контакта печатной формы и бумаги (рис. 2а) происходят сложные физико-химические процессы. Краска смачивает поверхность бумаги, присоединяется к ней, заполняет все неровности бумаги, и частично вдавливается в капилляры. Кроме того, в результате давления происходит деформация (сглаживание) поверхности бумаги под печатающими элементами. После прекращения давления форма и бумага выходят из зоны контакта, и оттиск отделяется от формы. В этот момент красочный слой разделяется примерно пополам (рис. 2б). На оставшуюся на форме краску наносится новая порция, а перешедший слой, удерживающийся на поверхности бумаги за счет смачивания и адгезии (от лат. adhaesio — прилипание, слипание поверхностей двух разнородных твёрдых или жидких тел.), закрепляется в виде тонкой (1–5 мкм) пленки.
| 
|
| Рис. 2. Схема получения оттиска в высокой печати. 1 – форма, 2 – печатная краска, 3 – печатный цилиндр, 4 – декель, 5 – запечатываемый материал | Рис. 3. Схема получения оттиска в глубокой печати. 1 – форма, 2 – печатная краска, 3 – печатный цилиндр, 4 – декель, 5 – запечатываемый материал 6 – ракель |
Перенос печатной краски с формы на бумагу обеспечивается только в том случае, если силы адгезии между формой и печатной краской, а так же между запечатываемым материалом и краской больше сил когезии печатной краски (от лат. cohaesus — связанный, сцепленный, в данном случае силы сцепления между частицами краски).
При получении оттисков глубокой печати (рис. 3) основной особенностью в работе печатной машины является нанесение маловязкой краски на всю печатную форму и последующее ее удаление ракелем с пробельных элементов. В процессе контакта печатной формы с запечатываемым материалом (рис. 3а) часть краски остается на бумаге (рис. 3б). В этом случае силы адгезии между запечатываемым материалом и краской также больше сил когезии краски. Толщина красочного слоя в зависимости от тональности изображения колеблется от 0,2 до 5,0 мкм.

Рис. 4. Схема получения оттиска в высокой печати
1 – форма, 2 – печатная краска, 3 – офсетный (промежуточный) цилиндр, 4 – офсетная резинотканевая пластина, 5 – запечатываемый материал,
6 – увлажняющий раствор, 7 – печатный цилиндр
Процесс получения оттиска в плоской офсетной печати (рис. 4) основан на тех же явлениях, что и в высокой печати, но имеет свои особенности. Перед подачей краски (рис. 4а) на печатную форму наносится увлажняющий раствор.
Под давлением печатная форма входит в контакт с резинотканевой пластиной, выполняющую так же функцию декеля и передает на нее краску (рис. 4 б1) и увлажняющий раствор (путем давления исходного слоя). В свою очередь резинотканевая пластина образует зону контакта (рис. 4б1) с бумагой, которая воспринимает с пластины часть красочного слоя. Другая часть красочного слоя остается на пластине (рис. 4а1). Разделение красочного слоя происходит за счет того, что силы адгезии между печатной формой и краской и между краской и бумагой больше, чем силы когезии печатной краски. Однако в связи с двойным переносом красочного слоя он на оттиске получается более тонким (1,0–2,0 мкм), чем в высокой печати.
Особой сложностью отличается процесс перехода краски на бумагу и пленкообразование в многокрасочной печати, когда многокрасочные слои печатаются один на другой. В этом случае возможны два варианта печатание «по сухому» и печатание «по сырому». В первом случае одна из красок накладывается на бумагу, а остальные накладываются друг на друга через несколько часов или суток после закрепления предыдущей краски. Во втором случае между нанесением красочных слоев проходят доли секунды и каждый последующий слой ложится на еще не высохший предыдущий. При печати «по сырому» к краскам предъявляются повышенные печатно-технические свойства. Для ускорения закрепления на оттиске их наносят очень тонкими слоями, что требует повышенной насыщенности. При наложении последующих красок процент их перехода на бумагу обычно понижается.
Последовательность наложения красок определяется при пробной печати в зависимости от свойств красок: прозрачности, вязкости и др. В плоской офсетной четырех красочной печати чаще всего начинают печатать голубой, за тем желтой, пурпурной и черной.
Роль давления в процессе печати. Давление в процессе печатания обеспечивает необходимый контакт, между краской, находящейся на форме, и запечатываемой поверхностью, а в офсетной печати между формой и офсетной резинотканевой пластиной и между резинотканевой пластиной и запечатываемой поверхностью. Полное давление, действующее по всей площади печатного контакта, называется суммарным усилием печатания, а усилие, отнесенное к единице этой площади, - технологически необходимым давлением. Последнее во многом определяет коэффициент переноса краски с печатной формы на воспринимающую поверхность. Необходимая при печатании величина этого давления зависит от многих условий:
· вида печатания – наибольшая в высокой печати (4,0-15,0МПа), несколько меньше в глубокой печати (1,5-4,5МПа), и наименьшая в плоской офсетной печати (0,4-2,0МПа);
· характера печатной формы, особенно высокой печати (площади печатающих элементов) – во всех случаях для воспроизведения фона требуется большее давление, меньшее для растровых изображений и еще меньшее для текста;
· упруго-эластичных свойств декеля: с увеличением жесткости декеля давление, необходимое для его деформации увеличивается, а при мягком уменьшается;
· скорости печатания – с увеличением скорости печатания уменьшается продолжительность контакта формы или резинотканевой пластины с запечатываемой поверхностью; для обеспечения необходимой толщины красочного слоя при увеличении скорости печати давление необходимо увеличить и, соответственно, при понижении скорости печати давление печати необходимо уменьшить;
· вида бумаги и ее печатно-технических свойств, например гладкие и мягкие бумаги требуют меньшего давления, чем жесткие шероховатые бумаги.
Величина давления в каждом определенном случае печатания должна быть определенной. При недостаточной его величине меньшее количество краски переходит на воспринимающую поверхность, и оттиски получаются не пропечатанными. Избыточное давление влияет на растискивание краски, что вызывает искажение изображения: изменение тональности, увеличение размеров штрихов и растровых элементов, а также может привести к преждевременному износу печатной формы.
Сущность закрепления краски на оттиске. Свойства оттиска с закрепленным на нем красочным слоем должны обеспечивать возможность проведения последующих технологических операций и создавать требуемые потребительские качества готовой продукции.
Красочный слой не должен смазываться при фальцовки оттиска, переходить на декель при двусторонней печати, перетискиваться на оборотную сторону листов при их укладывании в стопу.
Закрепление краски на оттиске, т.е. образование прочной не смазывающейся пленки на относительно пористой бумаге – сложный физико-химический процесс, механизм и скорость которого зависит от свойств краски, запечатываемого материала, толщины красочного слоя, температуры и т.д.
Краски, изготовленные на высыхающих связующих, присоединяют кислород из воздуха и в результате окисления и полимеризации связующего образуют на оттиске прочную пленку. При этом происходи частичное впитывание краски верхним слоем бумаги. В отличии от этого, например газетные краски, содержащие не высыхающие масла, образуют на оттиске более тонкую и менее прочную пленку за счет частичного впитывания всей краски слоями бумаги и последующего более глубокого проникновения связующего и адсорбцией пигмента и смолы на волокнах бумаги. Скорость закрепления этих красок относительно велика.
Закрепление красок в глубокой печати на оттиске происходит достаточно быстро за счет испарения летучего растворителя с частичным впитыванием краски в верхние участки бумаги. Оставшаяся на поверхности оттиска пленка состоит из смолы с вкрапленными в нее частицами пигмента. Краски, содержащие в качестве связующего многокомпонентные лаки, закрепляются также достаточно быстро, но процесс их пленкообразования имеет свои особенности. В результате избирательного впитывания бумагой низковязких компонентов связующего и испарения органических растворителей происходит слипание сольватных оболочек, окружающих пигментные частицы, что приводит к образованию мягкой (гелеобразной) красочной пленки, которая затем затвердевает.
От скорости закрепления красок на оттиске зависит производительность печатных машин и качество печатной продукции. Поэтому проблема ускорения пленкообразования красок на оттисках имеет очень важное значение для технологии печатания на скоростных печатных машинах.
Для интенсификации пленкообразования краски используют различные способы сушки тиражных оттисков до выхода их на приемное устройство машины.
Факторы, влияющие на качество оттисков. Качество печатного изображения можно оценить точностью воспроизведения, под которой понимается:
1. Графическая точность – т.е. соответствие геометрических размеров и площади элементов изображения, а также расположение этих элементов на оттиске и оригинале с учетом масштаба воспроизведения.
2. Градационная точность, характеризующая соответствие градаций (шкалы яркостей) отдельных элементов и всего изображения на оттиске и оригинале.
3. Точность цветопередачи – это соответствие цвета отдельных элементов и всего многокрасочного изображения на оригинале и оттиске.
Степень точности воспроизведения изображений оценивают визуально и с помощью специальных контрольно-измерительных приборов. Воспроизведение штрихов одноцветных оригиналов и текстовых элементов оцениваются графической точностью. Градационная передача в высокой и плоской офсетной печати связана с размерами растровых элементов, т.е. она связана с графической точностью. Воспроизведение многоцветных оригиналов оценивается точностью цветопередачи, на которую оказывает влияние графическая точность.
Точность полиграфического воспроизведения зависит от точности изготовления печатных форм, условий печатного процесса и свойств используемых материалов.
При условии идеально точной печатной формы на графическую и градационную точность и точность цветопередачи влияют следующие основные факторы:
· цвет и толщина красочного слоя, наносимого на форму и переходящего на запечатываемую поверхность;
· величина давления при печатании;
· упруго-эластические свойства декеля или резинотканевой пластины;
· степень износа печатной формы;
· точность работы печатной машины;
· последовательность наложения красок;
· свойства краски (хим. состав, вязкость);
· свойства материала запечатываемой поверхности (впитывающая способность, шероховатость, белизна, пористость, непрозрачность).
Для каждого вида конкретной печатной продукции эти факторы должны быть оптимальными.
Тиражестойкость печатных форм - определенное количество качественных оттисков, которое может быть получено с одной печатной формы.
Существенное значение тиражестойкость имеет при больших тиражах, так как смена форм при печатании тиража требует не только изготовления их дубликатов, но и вызывает простои печатной машины и приводит к увеличению стоимости тиража.
Тиражестойкость печатных форм зависит от способа их изготовления вида применяемых формных пластин, свойств основных и вспомогательных материалов, состояния и наладки печатного аппарата, красочной (увлажняющей, в случае способа плоской офсетной печати) системы печатной машины, режимов печатания.
Независимо от вида печати износ печатной формы при печатании вызывается, прежде всего, механическими факторами, связанными с истирающими воздействиями бумаги, валиков красочного и увлажняющего аппаратов, ракеля в глубокой печати и т.п. Кроме того, износ печатной формы может быть вызван неправильным выбором декеля, воздействием физико-химических факторов (неудачный подбор увлажняющего раствора), абразивными свойствами краски в глубокой печати.
Износ печатной формы проявляется различными дефектами на оттиске:
· в высокой печати исчезают засечки у букв, прерываются тонкие штрихи, «огрубляется растровое изображение»;
· в плоской офсетной печати может быть изменение количества элементов изображения или их исчезновение, появление тенения на не запечатываемых участках;
· в глубокой печати - общее ослабление тона изображения.
Тиражестойкость печатных форм повышают, оптимизируя режим печатания.
Дата добавления: 2015-07-25; просмотров: 342 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Состав виды и основные свойства печатных красок | | | РИТОРИЧЕСКАЯ ДЕЯТЕЛЬНОСТЬ НА ЭТАПЕ РАСПОЛОЖЕНИЯ МАТЕРИАЛА |