Читайте также:
|
Для получения деталей необходимых геометрических форм и размеров требуется снятие с заготовки лишних слоев металла (припуска на обработку) механической обработкой на металлорежущих станках различных конструкций или слесарной обработкой вручную.
Точение (рис. 25, а) выполняют на станках, где обрабатываемая деталь 1 вращается (I), а режущий инструмент (резец) 2 перемещается по направлениям II и III. Перемещением резца в направлении II осуществляют подачу, определяющую ширину снимаемой стружки за один оборот изделия 1. Перемещением резца в направлении III определяют глубину резания или толщину снимаемой стружки.
Сверление (рис. 25, б) производят на станках при помощи режущего инструмента — сверла 2; обрабатываемая деталь 1 закреплена неподвижно. Сверло 2, совершая вращательное I и прямолинейно-поступательное движение II, высверливает отверстие, равное диаметру сверла.
Фрезерование (рис. 25, в) осуществляется вращательным движением I режущего инструмента — фрезы 2; движение подачи II, перпендикулярное оси вращения инструмента, производится столом станка с неподвижно закрепленной на нем деталью 1.
Строгание на поперечно-строгальных станках (рис. 25, г) выполняют резцом, который совершает прямолинейное возвратно-поступательное движение I; подачу осуществляют движением заготовки по направлениям II—III. При работе на продольно-строгальных станках возвратно-поступательное движение резания сообщается обрабатываемой детали, а движение подачи — резцу. В строгальных станках движение резания складывается из рабочего и холостого ходов; движение подачи у этих станков прерывистое



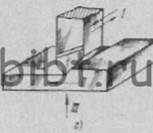


Рис. 25. Основные виды обработки металлов резанием:
а — обточка, б — сверление, в — фрезерование, г — строгание, д — цилиндрическое шлифование, е — шлифование плоскостей
Шлифование (рис. 25, д, е) выполняют шлифовальным кругом 2, который совершает вращательное движение I. При цилиндрическом шлифовании (рис. 25, д) заготовка 1 совершает круговую и прямолинейную подачу. При шлифовании плоскостей (рис. 25, е) заготовка 1 совершает прямолинейную подачу.
Толщина слоя, срезаемого с заготовки за один проход режущего инструмента, выраженная в миллиметрах, называется глубиной резания.
Расстояние (в мм), на которое перемещают режущий инструмент за один оборот изделия или за один проход режущего инструмента, называется подачей.
Скорость резания — расстояние, выраженное в метрах, которое проходит инструмент, снимающий стружку с обрабатываемой поверхности, в единицу времени (в минуту).
При обработке материала к режущему инструменту необходимо приложить определенное усилие резания для преодоления сопротивления металла отделению его частиц. Сила, прилагаемая к инструменту, по величине определяет сопротивление резанию.
Различные материалы неодинаково сопротивляются резанию. Способность обрабатываемого материала оказывать сопротивление резанию измеряют коэффициентом резания, т.е. величиной сопротивления, которое оказывает материал при снятии с него стружки, имеющей поперечное сечение в 1 мм2 при точно установленных условиях обработки.
Металлорежущие станки по виду обработки и режущему инструменту делятся на токарные, сверлильные, фрезерные, зуборезные, строгальные, шлифовальные. По степени автоматизации — станки-автоматы, полуавтоматы, гидрофицированные и с программным управлением.
Токарные станки предназначены для точения цилиндрических и конических отверстий, нарезания наружной и внутренней резьб, сверления, зенкерования отверстий и других видов работ. Токарные резцы бывают проходные, подрезные, отрезные, резьбовые, фасонные, расточные и резцы для скоростного резания.
На сверлильных станках производят операции сверления, рассверливания, зенкерования, развертывания, растачивания отверстий и нарезания резьбы метчиком. Для работы на сверлильных станках используют следующие виды режущего инструмента: сверла (спиральные, перовые, пушечные), зенкеры, развертки, расточные резцы, метчики.
Фрезерные станки предназначены для обработки плоских и сложных фигурных плоскостей. Фрезерование производится многолезвийным режущим инструментом — фрезой. Фрезы подразделяются на цилиндрические и торцевые (для обработки плоскостей); дисковые и пальцевые (для фрезерования пазов и шпоночных канавок); фасонные (для фрезерования фасонных поверхностей); фрезы специальные — зуборезные и для нарезки резьб.
Строгальные станки служат для обработки плоских и фасонных плоскостей и прорезания прямых канавок у деталей; эти работы производятся резцами различных видов.
Шлифовальные станки предназначены для отделочных операций, обеспечивающих высокую точность размеров и качество обрабатываемых поверхностей. Режущим инструментом при шлифовании служат шлифовальные круги, бруски.
На зуборезных станках нарезаются зубья цилиндрических и конических зубчатых колес.
Дата добавления: 2015-07-25; просмотров: 95 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Основные виды термической обработки сталей | | | И сплавов, разрушение неметаллических материалов |