Читайте также:
|
Примером является холодная сварка круглых волноводов.
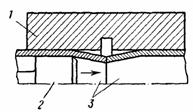
Рисунок 19 - Схема бесфланцевого соединения круглых волноводов: 1 - муфта; 2 - развальцовочный инструмент; 3 - волноводы
Стыкуемые трубы предварительно обжимаются на концах для уменьшения диаметра на 0,1—0,15 мм на длине 3—5 мм от торца, чтобы при последующей их развальцовке получить исходный диаметр. Затем они торцуются, очищаются от заусенцев, располагаются встык и положение их фиксируется. С внешней стороны на волноводы в месте их сочленения помещается стальная муфта (рис. 19). Внутрь волновода вводится развальцовочный инструмент с удлинителем до 10 м. Под его воздействием происходит калибровка канала волновода в месте стыка и холодная сварка. Прочность соединения на разрыв увеличивается за счет попадания металла стенок в кольцевую выточку муфты.
Для повышения чистоты поверхности волноводов лучше использовать электролитическое полирование. При электрополировании применяют внутренние аноды, выполняемые в виде прутков и центрируемые в волноводной трубе с помощью специальных оправок. От точности центровки зависит стабильность чистоты токонесущей поверхности.
При механических способах повышения чистоты, чтобы не образовались продольные риски на стенках волновода, используют круговое полирование.

Рисунок 20 - Головка для кругового полирования труб, состоит из оправки 1, двух крепежных колец 2, резиновой оболочки 3и фетрового кольца 4.
Головка вводится в волновод, затем давление в полости 5 поднимается до 0,3—0,5 избыточной атмосферы. Фетровое кольцо равномерно прижимается резиновой оболочкой по всему периметру к внутренней поверхности волноводной трубы. Головке сообщается вращение (от 100 до 300 об/мин). При полировании можно использовать пасты. Для извлечения головки давление в полости 5 снижается до атмосферного.
Пайка фланцев к трубам может быть выполнена следующими способами:
- Пайка в обычном виде,
- пайка токами высокой частоты,
- пайка в соляных ваннах,
- в защитно-восстановительной среде водорода.
Пайка в обычном виде используется для латунных волноводов, используется припой ПСр-45 и флюс из смеси порошков борного ангидрида, втористого калия и т.д. Способ годен для единичного производства.
Пайка ТВЧ производится в приспособлении, на котором собираются детали, затем на место соединения укладывается колечко из припоя ПСр-45, наносится флюс в виде пасты, после чего на приспособление одевают индуктор из медной трубки по форме трубы.
Пайка в соляных ваннах является более совершенным способом, при этом детали прежде обезжириваются, пропитываются и сушатся, устанавливается в приспособление с одновременным креплением припоя в форме ленточки. Всё это нагревается до 600˚С и вся система погружается в расплав солей (KCl, LiCl, AlF3, KF)и выдерживается некоторое время.
Наиболее эффективным способом является пайка в защитно-восстановительной среде водород а. Без флюса. Эта среда предохраняет поверхность от появления оксидных плёнок.
Дата добавления: 2015-07-12; просмотров: 349 | Нарушение авторских прав
| <== предыдущая страница | | | следующая страница ==> |
| Импульсная магнитная калибровка | | | Получение изогнутых волноводов |